


关注并设为明星,可以及时观看对您有价值的内容
随着当代建筑技术的快速发展,建筑结构体系的类型不断向轻质、高强方向发展。钢管混凝土结构和钢结构在当代建筑中的应用越来越多。特别是在工厂建设和设备安装中,钢结构被广泛使用。焊接作为钢结构的主要连接方式之一,直接影响钢结构的施工质量,因此加强钢结构焊接质量的检测至关重要。
钢结构焊缝常见缺陷及原因
所谓焊缝就是将未连接的钢结构通过加工连接在一起时产生的,为了使钢结构更具有优势,同时增强其造型美观和大跨度,达到其他材料无法达到的功能。一些施工任务。但由于焊缝是通过人工焊接形成的,因此会存在一些质量缺陷,最终会对钢结构工程的整体质量和安全造成一定的影响。钢结构焊缝的常见缺陷包括:
(1) 裂纹
裂纹是钢结构焊接后或焊接过程中,由于各种原因,在焊接材料与被焊材料热影响区产生的间隙。例如,焊缝中存在低熔点共晶,导致钢结构焊缝出现质量问题。裂纹分为热裂纹和冷裂纹两种。这两种裂纹对钢结构的危害都较大。
(2) 气孔
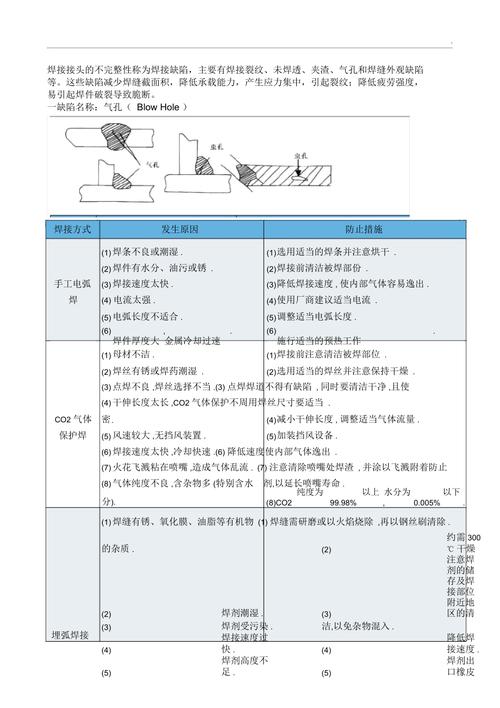
气孔是钢结构加工过程中金属吸收过多气体,或焊接过程中产生过多气体而形成的空腔。钢结构在高温锻造过程中,导致气孔形成的因素有很多,如环境、工艺、材料缺陷等,都可以导致气孔的形成。通常,孔呈椭圆形或球形,外部是中空的。也有气孔密集或气孔单一的。
(3)夹渣
夹渣是焊缝中存在熔渣或其他非金属夹杂物,通常呈条状或点状。
产生夹渣的原因有:坡口不干净、层间除渣不干净、焊接电流过小导致钢材焊接不完全、焊接速度过大导致化学反应导致杂质形成、熔池冷却过快等。形成杂质,没有时间浮上来等待。
夹渣分为点状夹渣和条状夹渣。这些夹渣的出现会影响钢结构的物理性能。
(4) 未熔合或渗透
误熔是指焊接两层金属时,两层金属没有熔合在一起。如果焊材表面处理不好,出现杂质;或焊接电流太小,温度达不到要求;焊接速度太快,焊材与被焊材未熔合在一起,会导致未熔合的发生。这种现象的存在会导致钢材的参数达不到设计要求。
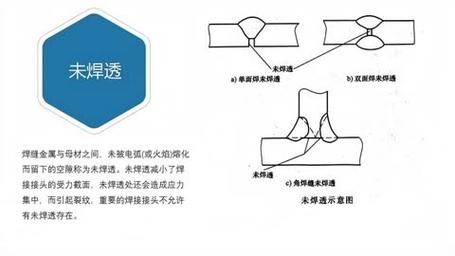
未焊透和未熔合的因素相同,只是焊接时钢结构焊缝检测价格,焊接材料与被焊材料没有完全焊接在一起,表明有连接,但施工质量不符合设计要求。
焊接过程中,表面缺陷很容易检测出来,但内部缺陷如不规则夹渣、未熔合、未焊透等则不易检测。这些都是比较严重的缺陷,会影响焊缝。整体强度受到不利影响并降低其性能。因此,有必要选择合适的检测技术。
钢结构焊缝无损检测及内部缺陷识别
利用无损检测对焊缝进行质量检验是保证钢结构工程质量的重要一步。钢结构无损检测包括超声波探伤、射线探伤、磁粉探伤、渗透探伤和涡流探伤五种检测方法。其中,超声波探伤因其设备轻便、操作简便、检测速度快等优点,在钢结构焊缝探伤中应用最为广泛。
(1)超声波探伤原理
超声波探伤使用探头发射超声波,超声波在测试材料中快速传播。一旦被测材料出现夹渣、气孔或裂纹,部分超声波就会被反射,被超声波接收器接收,并显示在屏幕上。通过对回波的分析和计算,可以明确被检测物质的具体情况。
(2)钢结构缺陷内部识别
一个。使用超声波探伤技术检测裂纹时,裂纹回波高度很高,振幅也很宽。平行移动探头会显示出连续的反射波,幅度也会相应变化。 ,在探头旋转过程中,波峰会向上或向下移动。
b.使用超声波检测孔隙时,单个孔隙产生的回波高度很小,波形具有稳定的特点。从不同方向进行探伤时,可以发现,虽然反射波的高度处于相同的状态,但只要稍微移动,反射波的高度就会发生微小的变化。探针可能会消失。在孔隙密集的地方,会形成一簇反射波,波高会因孔隙的大小而变化。当探头移动到某一固定点时,它会依次上升和下降。
c.点状夹渣产生的回波信号与点状孔隙的回波信号比较相似。条状夹渣产生的回波信号大多会呈现锯齿状态,反射率和幅度较低,波形往往会出现树枝状,主峰中有小峰。当移动探头时,波幅会发生变化。探测是从不同方向进行的,反射波幅度也存在一定差异。
d.对不完全焊接缺陷进行超声波探伤时,探头平移过程中波形非常稳定。两个检测区域探伤时,得到的反射波振幅基本相同。
e.在检测未熔合缺陷时,在探头平移过程中波形也会表现出稳定,但两侧的幅度不同,有时甚至可能只在一侧检测到反射波幅度。
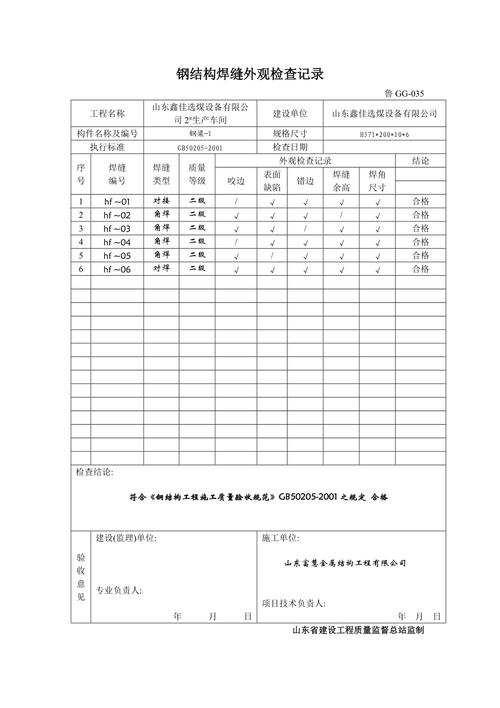
钢结构焊缝质量等级及检测要求
根据钢结构受力情况的不同,现行国家标准将钢结构焊缝分为三个等级,即一级焊缝、二级焊缝、三级焊缝。 1 级焊缝的质量要求最高,3 级焊缝的质量要求最低。各个级别的焊缝检验要求不同。
根据目前实施的GB 50205-2020《钢结构工程施工质量验收规范》要求,全熔透一级焊缝探伤率为100%,评定等级为GB/T标准中的二级11345-2013;二次焊缝最终检验为抽样检验,检验比例为20%,考核等级为GB/T 11345-2013标准中的Ⅲ级。

需要注意的是,二次焊缝探伤分为工厂制作焊缝和现场安装焊缝两种,其探伤比例计数方法不同。在工厂生产钢结构构件的过程中,焊缝一般都比较长。为了保证每条焊缝的质量,对出厂时制作的焊缝按每条焊缝长度的20%进行探伤检验,且探伤长度≥200mm,当焊缝长度≤200mm时,应对整个焊缝进行探伤检查;然而,钢结构现场安装的焊缝一般不长。按同类型、相同焊接条件的焊缝数量计算比例,探伤长度应≥200mm,探伤长度应≥200mm。应少于 1 个焊缝。
在GB/T 11345-2013《钢焊缝手动超声波探伤方法及探伤结果分级》标准中,焊缝超声波探伤等级分为A、B、C三个等级。
钢结构焊缝质量超声波探伤检验的等级应根据工件的材料、结构、焊接方法、受力状态等来选择。当结构设计和施工无特殊规定时,钢结构焊缝质量超声波探伤检验等级应为B级。 B级检测原则上是使用角探头对焊缝的一侧和两侧进行检测,并检测整个焊缝横截面。当基材厚度>100mm时,采用双面双面检验。由于几何条件的限制,可采用两个角度探头对焊缝两侧进行探伤。有条件时,应检查横向缺陷。
结论
总而言之,随着现代建筑工程的不断发展钢结构焊缝检测价格,先进科学技术的应用为建筑材料的质量检测提供了相应的保障。如今,对于建筑工程中经常使用的钢结构来说,焊接是钢结构工程中最常用的连接方法。焊接质量是验收的重要环节,因此在检测焊缝质量时通常采用无损检测方法。超声波探伤技术在检验中的应用。利用超声波探伤可以及时、快速地发现钢结构焊缝的缺陷,并立即采取措施,增强建筑工程中钢结构的稳定性。
然而,超声波探伤作为钢结构焊缝质量控制的主要手段,要求超声波探伤人员除具备理论知识外,还必须了解焊接工艺、现场焊接环境及其结构条件。同时,超声波探伤人员的资质必须是实际探伤经验也是一个非常重要的因素。因此,探伤人员应不断探索,积累经验,以便对可能出现的焊接缺陷做出正确判断,确保探伤结果正确可靠,从而达到焊缝检验的目的,保证工程质量。
结尾
中钢国家检验实力

国家金属制品质量检验检测中心/中钢集团郑州金属制品研究院有限公司,简称中钢国检,是国家首批批准的国有第三方检验机构之一。具有38年检验历史,隶属于中钢集团。 ,拥有CMA、CAL、CNAS、ILAC、安全生产检验检测、公路工程综合甲级、桥梁隧道专业、特种设备等多项资质证书,国家授权检测业务范围十大类,17000余项参数,4000多个产品,包括国家标准、行业标准、国际标准以及美国、欧洲、日本等发达国家的3000多个标准。
检测范围涵盖金属制品、工程原材料及构件、公路工程、轨道交通、桥梁工程、隧道工程、人防工程、钢结构工程、主体结构工程、特种设备、通讯铁塔工程、基础工程、环境工程等。工程等领域。 。涵盖屋面系统、声屏障、高强螺栓、锚栓、锚杆、钢绞线、钢丝绳、钢材、合金材料、紧固件、铸件、橡胶、塑料、轴承、输送带、伸缩装置、防水材料、检测土工合成材料、涂料、润滑脂、电线电缆、预制构件、矿石、建筑材料、耐火材料等产品。
过去推荐的
影响整根钢丝绳破断拉力的因素及质量检验
地铁管片质检如何把控,源头控制是关键
为什么需要检测桥梁钢筋的腐蚀情况?腐蚀的原因及检测方法有哪些?
▲点击上方名片关注公众号,随时获取最新动态





