


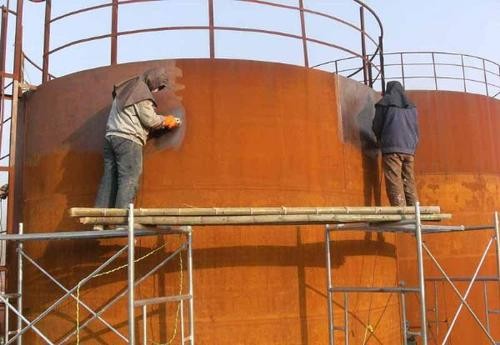
钢结构厂房除锈及油漆防腐
钢结构防腐技术特点:
由于腐蚀体系的复杂性、多样性,腐蚀控制方法也愈加多样化,工业上最常用的防腐蚀技术大致可分为以下几点:
(1)合理选材:根据介质和使用条件选择合适的材料;
(2)阴极保护:利用电化学保护原理,使构件受到外部阴极极化,减缓腐蚀;
(3)阳极保护:对于可钝化系统,采用外部阳极电流钝化构件表面,以减缓腐蚀;

(4)介质处理:除去促进腐蚀的有害成分、调节pH值等;
(5)添加缓蚀剂:向介质中添加少量减蚀物质;
(6)金属表面覆盖:喷、衬、渗、镀、涂覆一层耐腐蚀的金属或非金属(有机或无机)物质,以及对金属进行磷化、氧化处理,以降低构件的腐蚀速度;
(7)防腐设计及生产工艺流程改进。

对于特定的腐蚀体系,应综合考虑腐蚀原因、影响、施工难度和经济效益等。对于大型钢结构,也有多种解决办法可采用。但根据其使用特点,主要采用材料选择控制和表面覆盖保护,有时也与阴极保护配合使用。以防腐涂料为例,我国每年的用量可能已达20万吨左右,约占涂料总量的10%,而且品种繁多,功能各异。
钢结构防腐、耐高温及硅胶技术:
施工材料配比:我国目前对此行业尚无给出合理有效的防腐处理方案。高温防腐涂料为双组份,混合比例为A:B=2粉:1,重量比,将液体慢慢倒入粉中,使用前充分混合搅拌均匀,涂料在室温下自然固化。涂装工具:可用刷子、滚筒、刮刀或高压无气喷涂施工。施工条件:涂料施工温度在1070℃之间,相对湿度小于60%,应在通风干燥的环境中施工。切勿在潮湿、封闭、过高或过低的温度环境中施工。
绘画技法:
炉架耐高温防腐施工必须采用人工涂漆,这样表面油漆才能紧实,防腐性能才能更长久,不能涂底漆,耐高温防腐效果好的钢结构表面油漆必须耐高温能力强,厚度不能太厚。
有机硅耐高温涂料施工工艺
(1)预处理:基材表面必须喷砂至Sa2.5级;
(2)用稀释剂擦洗工件表面;
(3)使用配套的稀释剂调整涂料的黏度,稀释剂使用量如下:无气喷涂——约5%(按涂料重量计算);空气喷涂——约15-20%(按涂料重量计算);刷涂——约10-15%(按涂料重量计算);
(4)施工方法:无气喷涂、空气喷涂或刷涂。注意事项:施工时底材温度须高于3℃以上,但不得高于60℃;
(5)油漆固化:油漆涂装后,使用前先在室温下自然固化或先在室温下干燥0.5-1.0小时,再放入180-200℃的烤箱中烘烤0.5小时,取出冷却备用。
其他施工参数密度-约1.08g/cm3;
干膜厚度(一道)25um;湿膜厚度56um;

闪点-27℃;
涂布量:120g/m2;
涂装间隔:25℃以下8小时,25℃以上4-8小时。
涂料贮存期:6个月,超过贮存期,经检验合格后仍可使用。
钢结构腐蚀范围:
避雷针塔、海上灯塔、大型水库闸门、供水塔、海上采油设施、油罐车、球罐、储罐、油罐、碳化塔、热交换器、烟囱、集装箱、船体、海洋平台钢结构等大型钢结构,均处于长期的海洋大气、工业大气腐蚀环境中,若想长期使用而又不进行大规模维护,长期涂层防护是首选钢结构防腐厂家钢结构防腐厂家,使用寿命可达20-30年,维护费用低,可取得明显的经济效益。





