


摘自-王银波(中国建材国际工程)。锡槽施工工艺及要点简析
原文介绍了浮法成型锡槽的施工工艺及施工要点。锡槽的施工工艺主要分为钢结构施工和砖结构施工。其中钢结构施工又可分为支撑钢结构施工、槽底钢结构施工和顶盖钢结构施工;砖结构施工又可分为锡槽底砖施工和顶盖砖施工。针对锡槽各施工工艺可能存在的不足,提出了相关的注意事项及改进方法。
浮法锡槽是浮法玻璃生产中的关键设备,熔融玻璃从窑炉进入锡槽后,经过整平、抛光、缓冷、减薄等工序,成为平整光滑的玻璃板。作为浮法玻璃生产线平板玻璃成型的核心,其施工质量将影响后续生产的玻璃质量。锡槽施工大致可分为钢结构施工和砖结构施工。
浮法玻璃窑炉建设规划
锡槽钢结构施工
锡槽钢结构施工分为钢结构制作和钢结构安装,大部分锡槽钢结构都是在有经验的加工厂制作,钢结构完成后需要按照设计图纸进行验收,验收时要注意关键部位的公差尺寸,图1为锡槽结构剖面图。
图1 锡槽结构剖面图
锡槽支撑钢结构安装。
在安装支撑钢结构前,需要配合土建施工单位完成锡槽柱顶板的标高定位。土建施工往往误差较大,锡槽安装施工很难达到精度要求。为了准确控制锡槽标高,要求安装锡槽的施工单位在柱顶板灌浆前完成标高定位。安装单位(安装锡槽的施工单位在现场简称安装单位)完成定位后,用灌浆料将柱顶板灌满。
用全站仪测量窑炉1#小炉中心线、锡槽1#柱中心线,为防止误差,用钢卷尺检查长度。在锡槽两边的土柱、地坪上标出1#柱中心线,同时确定锡槽中心线位置,并做好标记。在锡槽两边画一条与锡槽中心线平行的长线,方便后期安装拉边机时定位。
根据土建工程中埋设的永久标高基准,在锡槽前后厂房立柱上标出4个标高点,作为安装锡槽的标高依据,根据此4个标高点重新测量锡槽柱顶标高,柱顶标高的测量值决定安装槽底梁时土建工程柱位处调整垫片的厚度。
A、槽底梁就位后,检查其水平标高、梁中心线。
B、验收合格后,开始安装锡槽立柱、连接梁、顶部横梁。这三大部件依次安装好后,检查立柱的垂直度及其与锡槽中心线的对称性。顶部横梁与立柱连接的螺栓孔为长孔,可起到调整立柱水平垂直度的作用;而立柱与连接梁的垂直度,则通过在立柱与连接梁之间加垫片来调整。垂直度和中心线验收合格后,将连接部位的螺栓、螺母拧紧。
C.然后安装锡槽底次梁,也叫底纵梁,位于底横梁的上方,与锡槽中心线平行安装。底次梁的安装对锡槽底钢壳的平整度影响很大钢结构安装灌浆料,很多有经验的工程师都把底次梁的安装作为锡槽施工的一个重要节点来控制。重点检查底次梁两端滚轮下方导板的标高和平整度。图2为锡槽滚轮滚轮杆示意图。
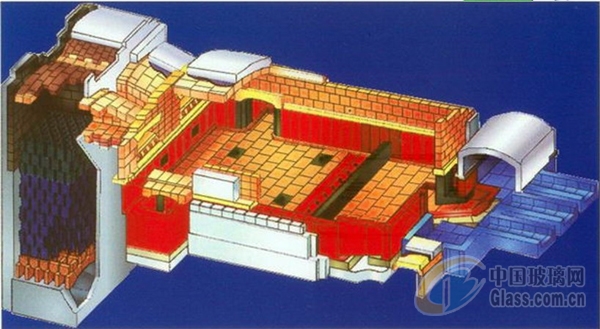
图2为锡槽滚轮示意图
下导板的标高必须严格控制,一般根据现场安装情况,将其标高适当调整到设计高度以下,为后期安装底壳时调整标高留有余地。以往工程中只调整了次梁的标高,往往忽视了次梁下导板水平度的调整。这种施工忽略了锡槽加热过程是一个向后膨胀的过程,次梁下导板的不平整会影响锡槽整体加热后标高波动,甚至造成锡槽在加热过程中不对称向后移动,局部卡辊现象。次梁下导板的标高及水平度验收合格后,将下导板焊接在次梁上,此时即可准备安装槽体底部钢壳。槽体顶部次梁及变压器平台的安装,可在锡槽钢结构就位的同时进行。
锡槽底部钢结构安装
槽底钢结构在加工厂分段制作,现场安装时,将槽底钢壳节段按照设计图顺序摆放在槽底次梁上,同时在槽底钢壳框架与次梁之间安装滚轮杆、滚轮上导板、滚轮连接支架。
A、先完成前端第一节槽底钢结构就位,并将其固定在槽底次梁上。后面各节槽底钢结构以第一节槽底钢结构为基准,依次就位。分段钢壳就位时,注意槽底钢结构宽段与窄段的长度,各节底壳之间留有焊接收缩余量。调整好每节槽底钢结构的标高。由于槽底次梁标高已检查过,特别是次梁下方导板的标高及水平度已微调,若锡槽底壳没有过大的标高误差,则不宜调整次梁的标高。底壳标高的调整,是在上导板与底壳框架之间加垫片完成的。 前期对槽型底部次梁进行检查的时候,已经按照槽型底部次梁的设计标高进行了调整,所以不用担心在上导流板与底壳框架之间加垫片会导致底壳标高高于设计值。
B、底壳标高调整完毕后,开始进行锡槽底壳焊接的准备工作。焊接底壳前应认真打磨焊缝坡口,紧固底壳顶盖,焊接夹具就位钢结构安装灌浆料,焊接辊道连接支架。锡槽底壳焊接一般采用二氧化碳保护焊,又称双保护焊。双保护焊受环境因素影响大,现场气流较大,易造成焊接质量缺陷。一般用彩条围住锡槽,形成气流相对稳定的密闭空间。焊接时从锡槽中心线向锡槽左右两端分段焊接,每段焊接长度为300~500mm。由于底壳钢板为10mm,所以一次焊接高度为3~4mm,需多次叠加堆焊。 叠加堆焊时,应等前一道焊缝完全冷却后再进行焊接。为节省施工时间,一般可同时焊接3~4段钢壳。焊接时还应注意控制焊接收缩量,一般以收缩段、抬升段及钢壳最后一节前的焊缝作为调整锡槽宽窄段长度的余量,最后焊接。
C、底壳焊接完毕后,拆除焊接夹具,松开底壳顶盖,对锡槽底壳进行打磨,对焊缝进行超声波检测和颜色检测。焊缝质量合格后,再对锡槽底壳标高进行检查。此项检查为锡槽底砖铺设前的标高检查,直接关系到锡槽底砖铺设的质量。因此,在检查标高点时,应根据铺设底砖的形状和尺寸,在锡槽底壳上逐一画出底砖的轮廓线,调整每块底砖轮廓线四个角的标高。此时标高调整仍是加减上导板与底壳框架之间的垫片。底壳标高合格后,即可铺设锡槽底砖。图3为锡槽底部为钢结构的锡槽图片。
图3为锡罐底部带钢结构的锡罐图片
锡槽顶盖钢结构安装

锡槽顶盖钢结构安装一般在底壳钢结构焊接前或锡槽底砖铺砌前进行,锡槽顶盖钢结构由顶盖框架、上顶板、侧板三大部分组成。
A、先安装顶盖框架。顶盖框架通过吊杆与槽顶次梁相连,吊挂在锡槽底壳上方。顶盖框架的标高由吊装螺母调节。顶盖框架与锡槽底壳一样也是分段制作的。安装时先将第一节框架定位,为防止其前后左右移动,用固定杆将其焊接在锡槽立柱上。后续框架按第一节框架的定位依次就位。注意框架节间顶盖砖挂点的距离,最好是顶盖框架的收缩节与底壳的收缩节相对应。注意给最后一节顶盖框架在过渡辊道上留出足够的伸缩距离。顶盖框架就位后,用螺栓螺母将各节框架固定。
B、然后焊接顶板,锡槽封边料捣实后焊接侧板。侧板的高度由侧板支架到锡槽边缘的距离决定。通常考虑到顶盖砖挂好后顶盖钢结构会下沉,此处的距离比设计值多3~5mm。图4为锡槽顶盖钢结构框架。
图4为锡槽顶盖钢结构框架
未完待续,下篇-锡槽砖结构施工





