


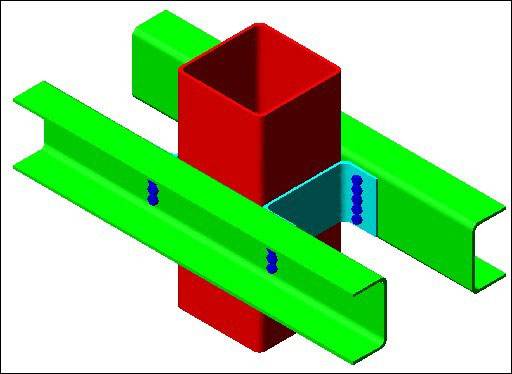
钢结构连接常用焊接方式,一些重要的焊缝一般采用全熔透焊接。金属焊接在局部加热熔化过程中,加热区域金属与周围母材的温差很大,导致焊接过程中产生瞬时应力。
当冷却到原始温度后,整个接头区焊缝内及近焊缝区域的拉应力区与母材的压应力区达到平衡,在结构本身中产生焊接残余应力。
此时,在焊接应力的作用下,焊接结构产生各种形式的变形,残余应力的存在与变形的产生是相互转化的,如果了解了变形规律,就不难找到防止、减少和纠正变形的方法。
钢结构焊接后的变形大致可分为结构整体变形和局部变形两种情况。结构整体变形包括结构纵向、横向的缩短和弯曲(即翘曲)。局部变形表现为凸弯、波浪形、角变形等。
1.1 常见的基本变形形式
常见焊接变形的基本形式有:板材坡口对接焊后长度缩短(纵向收缩)、宽度变窄(横向收缩)的变形;板材坡口对接焊后的角变形;
焊接后构件沿纵轴方向的角变形值不同以及构件翼缘、腹板纵向收缩量不一致而引起的扭曲;
薄板焊接后,母材压应力区因失稳而使板面产生翘曲,形成波浪形变形;由于焊缝相对于构件中性轴的纵向、横向收缩不对称,造成构件整体弯曲,这种变形称为弯曲变形。
这些变形都是变形的基本形式,各种复杂构造变形都是这些基本变形的发展、转变和综合。
1.2焊接变形的原因
焊接过程中焊件局部受热不均匀是产生焊接应力和变形的原因。焊接时,焊缝内及焊缝附近受热区域的金属发生膨胀。由于周围较冷的金属阻止了这种膨胀,在焊接区域产生压应力和塑性收缩变形,导致横向和纵向产生不同程度的收缩。由于这两个方向的收缩,引起焊接结构的各种变形。
2、影响焊接结构变形的因素
影响焊接变形的因素很多,有时同一因素对纵向变形、横向变形、角变形有相反的影响。综合分析各种因素对各类变形的影响,掌握其影响规律,是采取合理措施控制变形的基础,否则难以达到预期的效果。
1)焊缝截面积的影响:焊缝截面积是指熔合线内的金属面积,焊缝面积越大,冷却时因收缩而产生的塑性变形越大。
2)焊接热输入的影响:一般热输入较大时,高温区较大钢结构焊接新技术,冷却速度慢,使接头塑性变形区增大,在纵向、横向或角变形方面均有增大变形的作用。但在表面堆焊中,当热输入增大到一定程度时,由于整个板厚的温度都趋近,因此即使继续增大热输入,角变形也不再增大,反而会减小。
3)工件预热及层间温度的影响:预热温度和层间温度越高,热输入越大,使冷却速度减慢,收缩变形增大。
4)焊接方法的影响:建筑钢结构常用的焊接方法中,除电渣焊外,在焊缝面积等其他条件相同的情况下,埋弧焊的热输入最大,收缩变形也最大;手工电弧焊的热输入中等,收缩变形小于埋弧焊;CO2气体保护焊的热输入最小,收缩变形响应最小。
5)焊缝位置对变形的影响:由于结构中焊缝位置不对称,焊缝位置不对称将引起各种变形。
6)结构刚度对焊接变形的影响:结构的刚度主要取决于结构的形状和截面尺寸。刚度较小的结构,焊接变形较大;刚度较大的结构,焊接后变形较小。
7)装配与焊接规范对焊接变形的影响:不同的装配方式对结构的变形也有影响,若将整个结构先装配后焊接,其变形一般比边装配边焊接的变形要小。
焊接过程中,由于受多种条件和因素的综合作用,焊接残余变形的规律比较复杂,单独了解各个因素的影响,便于针对工程的具体情况进行具体的综合分析。
3. 防止和减少结构变形的措施
1)减小焊缝截面积:在获得完整焊缝而无过多缺陷的前提下,尽可能采用最小的坡口尺寸(角度和间隙)。
2)对于屈服强度在345MPa以下、淬透性较弱的钢钢结构焊接新技术,应采用较小的热输入,尽量避免预热或适当降低预热和层间温度;优先采用热输入较小的焊接方法,如CO2气体保护焊。
3)厚板焊接应尽可能采用多层焊,不采用单层焊。
4)当两侧都能焊时,应采用双面对称坡口,多层焊时应采用关于构件中性轴对称的焊接顺序,如图2所示:
图2:采用双面坡口对称焊接顺序减少角变形
5)当T型接头板厚较大时,采用斜角对接焊缝,见图3:
图3:当T型接头板厚较大时,采用斜角对接焊缝
6)焊前采用反变形法,控制焊后的角变形。此法是生产中最为常用的方法,焊件基本上是预先偏移(补偿)的。
焊前防变形的目的是为了防止焊接后变形,表1、图4为箱形柱、H型钢焊前防变形参考值:
图4 H型钢焊接前翼缘反向变形参考值
7)刚性固定法:又称强制法。实际生产中,对于刚性大的部件,焊接后变形一般较小。对于刚性小的部件,可在焊接前加强部件的刚性,焊接后的变形也会相应减小。采用此法时,焊接冷却后必须拆除夹具和支撑。常见的几种方法有夹具法、支撑法、模具法、临时固定法(如焊钉固定法、压紧固定法)、定位焊接法等。
8)锤击焊缝法:此法主要适用于薄板焊接,薄板在焊缝及其热影响区尚未完全冷却时,立即用锤子敲击该区域,厚板可用风枪敲击。
9)采用构件预留长度法补偿焊缝纵向收缩变形。
10)设计时应尽量减少焊缝的数量和尺寸;焊缝应合理布置。除避免焊缝密集外,焊缝位置应尽可能靠近构件的中性轴,焊缝的布置应与构件的中性轴一致。
关于轴对称。
11)正确选择焊接顺序。当钢结构中既有对接焊缝又有角焊缝时,原则上应先焊对接焊缝,后焊角焊缝。对于十字焊缝和丁字焊缝,应采用正确的顺序,避免焊接应力集中,保证接头焊接质量。对整个钢结构的中性轴对称焊接和从中间相分两段焊接,对减少变形十分有利。对于强度要求较高的钢结构重要部位的焊接,应尽可能让接头自由收缩,不受约束。
4.焊接变形的焊后矫正方法
为了满足设计和规范的要求,已经发生焊接变形的焊接结构件必须进行矫正。从另一个角度看,这种矫正本质上就是试图产生新的变形来补偿或抵消已经发生的变形。在建筑生产中,焊接后残余变形最常用的矫正方法可分为力矫正和加热矫正,以及二者相结合的方法。
4.1 力校正方法
力的校正一般是利用千斤顶、螺旋增力器、滚筒矫直机或在大型压力机上进行。
4.2加热矫正法
即利用不均匀加热使组织向相反方向变形,以补偿或抵消原焊接变形。加热矫正法的加热方式可分为点加热、线加热、三角加热。加热矫正可消除许多用力矫正无法解决的变形。掌握火焰局部加热引起变形的规律是做好矫正的关键。火焰矫正的效果主要取决于加热部位和加热温度。低碳钢及普通合金的焊接结构通常采用650~8000C的加热温度,一般不宜超过9000C。各类颜色的温度范围见表2
为了提高矫正效果,可在加热过程中施加外力。火焰矫正时,加热点的冷却方式有两种:自然冷却和水冷。水火矫正法可使组织矫正更有效,可使矫正量大于自然冷却的矫正量。例如,矫正大截面H型钢时





