


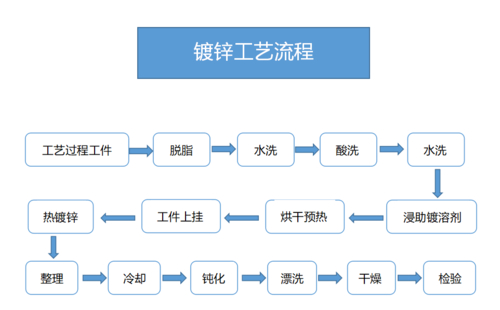
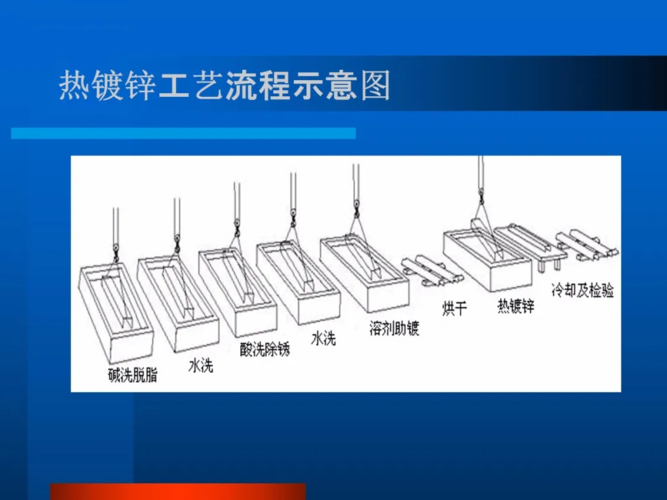
热镀锌的工艺流程并不复杂,可分为前处理、热镀锌和后处理三个部分。工艺流程为:除油(必要时)→酸洗→减重→水洗→助镀→烘干→热浸锌→水冷→钝化→检验包装→入库。
预处理
前处理的主要目的是去除工件表面的油污、灰尘和铁锈。通常工件上沾有一些油脂,这种情况需要进行脱脂处理。
盐酸酸洗是一种广泛使用的除锈工艺。盐酸的质量分数越低,酸洗时间越长。另外,酸洗温度对酸洗时间影响较大。
水洗的目的是去除工件表面的铁盐,更好的提高电镀效果,减少锌粉、锌渣的过量产生。
辅助电镀作为前处理的重要组成部分,不仅可以弥补以往工艺的不足,而且可以活化工件表面钢结构热镀锌工艺流程,在构件表面形成保护膜,避免二次氧化,提高工件的表面光洁度。镀锌质量。镀层质量的好坏直接影响镀层和质量,对锌耗成本影响很大。
干燥过程可以去除工件表面多余的水分,避免爆锌和漏镀。
永钢车间采用自动化数字控制,精确控制酸洗、水洗、助镀的时间和用量;采用全封闭微负压处理室,配有酸雾喷淋塔、镀铁除铁一体机、冲洗水循环处理一体机。该设备不仅保证了安全生产,而且实现了环保、能耗低、生产效率高。
热浸镀锌
干燥后的工件进行检验,然后浸入锌液中进行镀锌;镀锌过程中钢结构热镀锌工艺流程,锌液温度、工件升降速度、角度等因素均由计算机程序智能控制,辅以手动控制,极大地有效控制了生产成本。
冷却:将构件从锌锅中吊出后,采用风冷或水冷的方式,在工件表面镀层变灰之前,使构件表面的液态锌迅速转变为固态结晶锌。
钝化:当零件需要长期储存和运输时,应进行钝化处理,以防止出现白锈。
后处理
后处理是热镀锌工艺的最后一步。工人必须仔细检查镀件表面是否有漏镀、锌瘤、锌刺、色差等情况,然后进行锌层厚度检测,并按要求包装合格的镀件。仓储。





