


1 概述
电力变压器是输变电系统中的关键设备。变压器壳体——油箱容纳整个变压器本体,并充满变压器油。焊缝强度和密封性是变压器的两个重要指标。
目前,在变压器油箱制造行业,虽然部分企业已经开始使用机器人,但目前仍以手工焊接、半自动焊接为主,自动化焊接还有很大的提升空间。与手工焊接相比钢结构自动焊接设备,机器人焊接在稳定和提高焊接质量、改善劳动条件、提高生产效率等方面具有很大的优势。因此,大力推广焊接机器人的应用,提高焊接自动化水平是行业发展的必然趋势。
2、焊接机器人的结构及功能
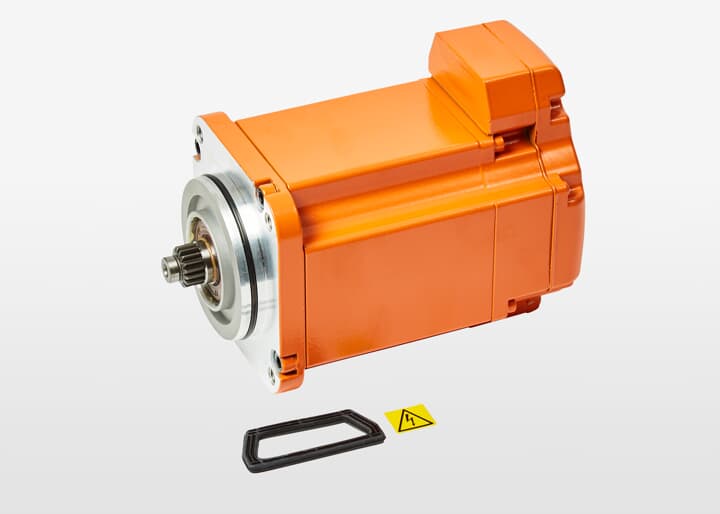
下面我们以我公司使用的德鲁斯DRW3110F-40焊接机器人(见图1)为例,简单介绍一下该机器人的组成结构及主要功能。
这是一台移动式6轴焊接机器人,由移动工作站系统和焊接机器人系统两部分组成。整个工作站或焊接机器人系统可通过起重机吊装到所需的工作位置。其底座由机器人、弧焊系统、电缆、控制柜、系统软件等组成。焊接系统采用FANUC公司的M-710iC/20L机械臂和美国LINCOLN公司的POWER WAVE i400数字焊接电源,能很好地满足操作灵活性和焊缝质量的要求。
为了实现自动化焊接,提高焊缝成形质量,焊接机器人还具有以下功能。
(1)示教功能与轨道固定式机器人不同,移动机器人坐标系的参考零点并不固定,程序的创建和修改必须通过示教器进行(见图2)。
机器人具有点位运动、直线运动、圆周运动三种运动轨迹,针对不同的焊接路径选择不同的运动轨迹。
(2)摆动焊接功能为了增加焊缝宽度、提高焊接强度,手工焊接作业中经常需要沿焊接方向以特定的角度(形状)周期性地左右摆动焊枪。焊接机器人也具备这种摆动焊接功能,可选择多种摆动焊接模式钢结构自动焊接设备,包括正弦摆动焊接、圆形摆动焊接、8字形摆动焊接、L形摆动焊接等。摆动焊接条件设置分为几个参数,包括频率、幅度、右停留时间、左停留时间、角度等。
(3)焊缝跟踪功能电弧传感器可定期监测焊接电流,并与设定值进行比较,根据预先设定的增益、偏差等参数值,对焊枪进行上下、左右方向的补偿(见图3)。该功能在处理加工偏差或工件热变形时非常有效,能及时纠正焊缝的偏差或宽度不均匀。
(4)多层多道焊功能在焊接变压器油箱底部、盖板等较厚钢板时,常采用多层多道焊。焊接机器人可利用焊接路径记忆及再现功能和焊接路径偏移功能,在第一层焊接时利用位置寄存器将存储于跟踪传感器中的焊缝略微偏移,从而实现重复多层焊接。多层焊接功能仅需示教一次打底焊缝,其余各层焊缝自动焊接。
3.应用示例
变压器油箱上的焊接接头类型有很多种,有对接焊缝、平角焊缝、立角焊缝等等,下面我们以焊接难度较大的立角焊缝为例,介绍一下焊接机器人在变压器制造中的应用实例。
为保证焊接强度,油箱立角焊缝需自下而上施焊。此法熔深较大,易焊透,但熔池底部为斜面,熔融金属在重力作用下易流下。因此必须采用比平焊稍小的电流,焊枪摆动频率要稍快,采用螺距较小的之字形螺距摆动法进行焊接,使熔池小而薄,熔滴过渡采用短路过渡形式。
如图4所示,焊接机器人立角焊需先示教预置位点1、焊接起始点2、中间点3、焊接终止点4并建立程序,需增加摆动焊接功能及跟踪功能。若立角焊程序已保存在示教器中,则只需示教焊接起始点和终止点即可,操作步骤可大大简化。
在焊接机器人系统中,可以根据不同的材料、板厚、接头形式、焊接位置等设置不同的焊接参数。
采用上述工序及参数对变压器油箱边缘与箱壁连接处进行立角焊,将形成鱼鳞纹均匀、焊缝宽度一致、无偏斜、无接头的美观焊缝,这种效果是手工焊接难以达到的。
值得注意的是,在焊接机器人示教过程中,焊枪倾斜角度的调整非常关键,角度偏差过大,就会造成焊接脚部不对称。同时还要保证焊丝延伸足够长,否则焊接飞溅物会堵塞枪嘴,造成保护罩过热。
4、推广焊接机器人需改进的问题
实际应用证明,对于变压器的长直焊缝或不受空间限制的带法兰的圆形角焊缝,机器人焊接比手工焊接具有很大的优势。但焊接机器人在变压器制造行业的应用尚处于起步阶段。为了提高焊接机器人的利用率,还需要在两个方面进行改进。
(1)焊接机器人生产厂家应提高其便捷化、智能化,使之能更有效地与生产现场对接。例如,可利用无线定位技术,用激光笔模拟示教点和焊枪角度,代替示教时机械臂的移动;增大机械臂的作业半径,开发实用工装,使机器人能进入已翻动的变压器油箱内,进而实现变压器内部焊缝的焊接。
(2)变压器设计部门应提高产品、零件的标准化程度,合理安排焊缝位置,减少零件扣压、交叉焊缝现象,为机器人连续焊接创造良好条件。
参考:
[1]宋金虎.我国焊接机器人应用及研究现状[J].电焊机,2009,39(4):18-20。





