


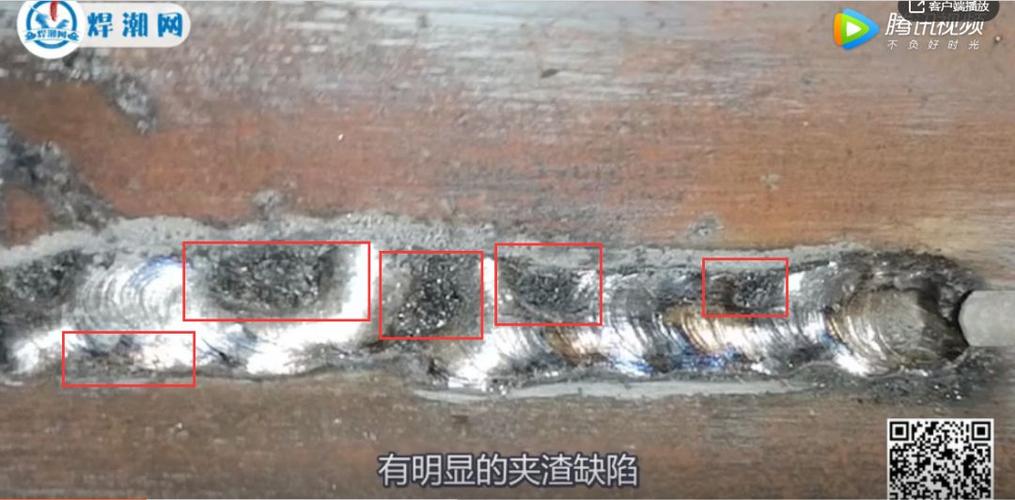
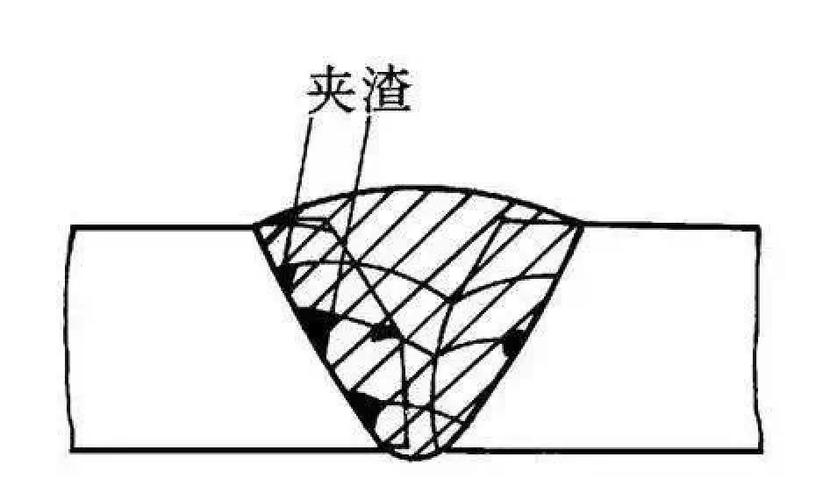
外界带入的夹渣情况如下:母材中的夹渣混入到焊缝里;焊条药皮里的高熔点组分以及坡口边缘的氧化物和渣壳等未清理干净,在焊接时滞留在熔化金属中,从而造成夹渣。
焊接时进行一系列冶金反应所生成的产物,如氧化物、硫化物、氮化物等。在熔池金属凝固过程中,这些冶金产物来不及浮到熔化金属表面,便残留在了焊缝中,从而形成了夹渣。
坡口角度小会导致熔渣不能及时浮出;焊接电流过小会使熔渣不能及时浮出;熔池粘度大也会使熔渣不能及时浮出,这些原因会形成夹渣;焊条药皮成块脱落且未被电弧熔化会引起夹渣;多层多道焊时熔渣清理不干净会引起夹渣;气焊时火焰能率不够会引起夹渣,焊件清理不干净会引起夹渣,操作时未将熔渣及时拨出也会引起夹渣。
要规定条状夹渣间距的允许范围。
3、危害性
焊缝中的夹渣会降低接头的承载能力,并且容易引发应力集中。它会影响焊缝金属的致密性,还有可能造成焊缝的渗漏。因为夹杂物与焊缝金属的线膨胀系数相差很大,在温度剧烈变化时,有可能产生较大应力,进而导致裂缝。
4、预防措施
选择合适的焊接电流,在焊接过程中钢结构焊缝外形,不要将电弧压得太死,要利用电弧热量的下方。让熔池达到一定温度,借助吹力使焊渣顺利地吹到旁边并淌下,防止焊缝金属冷却过快,这样能让熔渣充分浮出。
焊接过程需一直保持熔池清晰,铁水与熔渣要分得明了。焊缝两侧应让电弧停留的时间长一些,这样便于两侧沟槽中的焊渣能够熔浮出来。
(3)各焊层的熔渣应清理干净,并修磨使焊道平整。
(4)使用合格的焊接材料。
5、处理方法
任何焊接质量缺陷在进行返修之前,都需要查明其原因。返修工作应当由那些经过考试合格并且具备相应资格的焊工来承担。
焊缝表面存在夹渣情况。当夹渣深度不超过 0.5mm 时,只需通过砂轮进行打磨处理,无需进行补焊;而当夹渣深度超过 0.5mm 时,就应当进行补焊,补焊之后还需要进行磨光处理,磨光后的表面要光滑平整,实现均匀过渡。对于焊缝内部的超标夹渣,应依据探伤结果来明确缺陷部位,确定好返修的位置。
十、未焊透
1、现象
未焊透是焊接时接头根部未完全熔化而留下的间隙的现象
单面焊根部未焊透
双面焊根部未焊透
2、危害性

未焊透会降低接头的机械性能。并且,未焊透部位存在缺口及末端钢结构焊缝外形,这些部位会产生严重的应力集中。而应力集中会导致产生裂缝。
3、原因分析
(1)焊接电流过小或焊接速度过快,造成熔深过浅。
(2)坡口角度过小,钝边过大,根部组对间隙太窄。
焊条操作角度不合适,导致焊条偏吹,这样一来,电弧热源就会散失或者偏到一侧,容易使得另一侧出现未熔透的情况。
氧化物、熔渣等物质阻碍了金属之间充分熔合。
4、预防措施
按照规范的要求来控制坡口的尺寸以及组对的间隙,将焊根彻底清理干净,以此来确保根部能够焊透。
这样能使电弧处于正确方向。
低合金钢材质且厚度大、导热快的母材,在焊前是一定要进行预热的。
5、处理方法
在焊接质量标准里,双面焊或者加垫板的单面焊是不可以有未焊透缺陷存在的。对于没有加垫板的单面焊而言,所允许的未焊透缺陷和焊缝的重要程度是相关的,重要的焊缝是不允许单面未焊透的。要依据探伤的结果去确定缺陷所在的部位,并且确定好返修的位置。
十一、未熔合
1、现象
焊缝金属与母材之间或者焊道金属与焊道金属之间存在未完全熔化和结合的部分,这就是未熔合。未熔合可分为侧壁未熔合、层间未熔合以及焊缝根部未熔合。
侧壁未融合
层间未熔合
根部未融合
2、危害性
未熔合减少了接头承载的有效截面,降低了机械强度。
3、原因分析
焊接线能量或火焰能率过小会导致产生未熔合,也就是焊接电流过小或者焊速过快,会使得焊缝两侧运条停顿时间过短或者焊条角度偏于一侧,这样就会让母材或层间金属未能得到完全充分熔化,进而被填充金属覆盖。
母材坡口或前一焊道表面存在氧化物或未清理干净的熔渣等脏物时,若焊接温度不够,无法将其熔化结合,就会形成未熔合。
(3)起焊温度低,焊速过快,易使焊缝始端未熔化。
4、预防措施
选用合理的焊接工艺参数,要让运条角度和速度适当。坡口边缘的运条速度要稍慢,停留时间要稍长,这样能使热量足够熔化母材和前一层焊缝金属。
(2)母材坡口内氧化铁及焊缝沟槽熔渣应清理干净平整。
(3)焊接中焊条有偏心时,应调整角度,使电弧处于正确方向。
5、处理方法
焊缝中一般不允许有未熔合缺陷存在。如果出现了未熔合缺陷,就应该依据探伤结果来明确缺陷的部位,并且确定好返修的位置。
十二、裂纹
1、现象
在焊缝或者近缝区,因为焊接所产生的影响,材料的原子结合被破坏了,进而形成了新的界面,由此产生的缝隙被称作焊接裂缝,这种焊接裂缝具备缺口尖锐以及长宽比大的特点。
裂缝根据产生的部位可分为纵向裂缝、横向裂缝、弧坑裂缝、根部裂缝、熔合区裂缝以及热影响区裂缝等。同时,根据产生的温度和时间,还可分为热裂缝、冷裂缝和再热裂缝。
2、危害性
裂缝是危害最大的缺陷之一。它会降低焊接接头的承载能力,并且由于裂缝末端的尖锐缺口,会引起严重的应力集中,从而促使裂缝扩展,最终会导致焊接结构被破坏。一般来说,在焊接接头中,裂缝是不被允许存在的缺陷。一旦发现裂缝,就应该将其彻底清除,然后进行返修焊接。
3、原因分析及防治措施
因为裂缝的产生原因与形成机理存在差异,所以接下来针对热裂缝、冷裂缝和再热裂缝这三类分别进行讨论。
(1)热裂缝
热裂缝通常是指在高温状态下所产生的裂纹。这种高温状态是从凝固温度范围附近开始,一直到铁碳平衡图上的 A3 线以上的温度范围。热裂缝也被称作高温裂缝或结晶裂缝。
热裂缝通常在焊缝内产生,有时也可能出现在热影响区
热裂纹
焊缝中的纵向热裂缝通常出现在焊道中心,且与焊缝的长度方向平行;这种纵向热裂缝一般会沿着柱状晶界出现,并与母材的晶粒界相连,同时与横缝的长度方向垂直;根部裂缝出现在焊缝的根部,弧坑裂缝大多在弧坑中心的等轴晶区发生,有纵向、横向和星状等不同类型。热影响区中的热裂缝既有横向的,也有纵向的,并且都是沿着晶粒边界发生的。
热裂缝的微观特征通常是沿着晶粒边界发生开裂,所以它又被称作晶间裂缝。如果裂缝贯穿了表面并且与外界空气相连通,那么热裂缝的表面就会呈现出蓝灰色等氧化色彩。有些焊缝表面的宏观热裂缝里面是充满熔渣的。
焊接熔池在结晶过程中存在偏析现象,低熔点共晶和杂质在结晶过程中以液态间层存在从而形成偏析,凝固后强度较低。因为存在这些情况,当焊接应力足够大时,就会把液态间层或刚凝固不久的固态金属拉开,进而形成热裂缝。
此外,如果母材的晶界存在低熔点共晶和杂质。在加热温度超过其熔点的热影响区,这些低熔点化合物会熔化并形成液态间层。当焊接拉应力足够大时,液态间层会被拉开,从而形成热影响区液化裂缝。总之,热裂缝的产生是冶金因素与力学因素综合作用的结果。
防止出现裂缝的举措,能够从冶金方面的因素以及力学方面的因素这两个方面着手。具体来讲包含:
限制母材以及焊接材料的内容,这些材料包括焊条、焊丝、焊剂和保护气体等。要对其中易偏析的元素以及有害杂质的含量进行限制。尤其要对硫、磷等杂质元素的含量加以控制,并且降低含碳量。
磷会使焊缝和热影响区产生裂缝。焊接用的钢材中,硫含量通常应不大于 0.045%,磷含量通常应不大于 0.055%。并且在某些情况下,还需要对其进行更严格的控制。

材料的焊接性能和含碳量有着紧密的联系。钢材含碳量如果越高,那么焊接性能就会变差。通常来讲,将焊缝中的碳含量控制在 0.10%以下,热裂缝的敏感性就能够大幅降低。
调整焊缝金属的化学成份,这样能改善焊缝组织,还能细化焊缝晶粒,从而提高其塑性,减少或分散偏析程度,对低熔点共晶的有害影响进行控制。比如在焊接奥氏体不锈钢时,使用奥氏体加铁素体的双相组织焊缝,就可以提升其抗热裂性能。然而,单相奥氏体组织的焊缝,就容易出现热裂纹。
采用碱性的焊条或者焊剂,这样做的目的是降低焊缝里面的杂质含量,同时也能够改善在结晶的时候出现的偏析程度。
控制焊接的规范,将焊缝的形状系数适当提高。采用多层多道的焊法,这样就能避免中心线出现偏析的情况,从而可以防止中心线产生裂缝。
焊接时,在单道焊缝截面上,焊缝宽度与焊缝厚度的比值被称作焊缝的形状系数或焊缝成形系数。若焊缝的形状系数过小,那么焊缝会窄且深,此时低熔点杂质会聚集在焊缝中心,从而使产生热裂缝的可能性大幅增加。而当焊缝的形状系数较大时,焊缝会宽且浅,低熔点共晶和杂质会聚集在焊缝近表面区,这样就会大大降低中心线裂缝的倾向。
形状系数对裂缝的影响
采取多种降低焊接应力的工艺措施。其一,采用合理的焊接顺序和方法;其二,采用较小的焊接线能量;其三,进行整体预热;其四,运用锤击法等。
6)收弧时填满弧坑,可避免产生弧坑裂缝。
(2)冷裂缝
焊缝在冷却过程中至 A3 温度以下会产生裂缝,这种裂缝一般被称为冷裂缝。形成裂缝的温度通常在 300 - 200℃以下,而这个温度范围处于马氏体转变温度内,所以就称其为冷裂缝。
冷裂缝在焊接后可能立即出现,也可能在焊接后的较长时间才发生,所以也被称作延迟裂缝。因为冷裂缝的产生和氢有关系,所以也称为氢致裂缝。冷裂缝的产生具有延迟的特性,有可能引发预料不到的严重事故。正因如此,它的危险性更大,必须予以充分重视。
低碳钢与奥氏体不锈钢进行焊接时,其冷裂缝倾向比较小。然而,当焊接低合金钢、中碳钢以及高合金钢等容易淬火的钢种时,就容易出现冷裂缝。
焊缝可能形成冷裂缝,热影响区也可能形成冷裂缝,如图 13 所示。焊道下裂纹常平行于焊缝长度方向且在热影响区扩展,不一定贯穿表面,有时呈连续状大致平行于熔合区发展。焊趾裂缝出现在焊缝和母材截面不连续处或咬边处等应力集中部位,在热影响区中扩展。焊趾裂缝产生于焊根附近或根部未焊透等缺口部位。
冷裂缝的特征通常无分枝,一般为穿晶型,是相对于原奥氏体晶粒而言的。然而,在不易淬火钢中存在混合组织的情况下,有时冷裂缝也会呈现晶间型。

而在这些因素中,扩散氢是诱发冷裂纹最为活跃的因素。
防止冷裂缝的产生,主要从以下几个方面采取措施:降低扩散氢含量;改善组织;降低焊接应力。
采用碱性焊条,可减少焊缝金属中的扩散氢含量。碱性焊条也就是低氢焊条,它能降低焊缝金属的含氢量。采用焊剂,同样可减少焊缝金属中的扩散氢含量。
焊条在使用之前应严格按照规定要求进行烘干。焊剂在使用之前也应严格按照规定要求进行烘干。同时,要仔细清理坡口,去除油污等赃物。还要仔细清理焊丝,去除水份等赃物。并且要仔细清理坡口和焊丝,去除锈斑等赃物,以减少氢的来源。
选择合理的焊接规范和线能量,例如在焊前进行预热,对层间温度进行控制,在焊后让其缓慢冷却等,以此来改善焊缝以及热影响区的组织状态。
焊后要及时进行热处理。其一,进行退火处理,目的是消除内应力,让淬火组织回火,进而改善其韧性;其二,进行消氢处理,促使氢从焊接接头中充分逸出。
提高钢材的质量,让钢材中的层状夹杂物减少。从结构设计方面以及焊接工艺方面采取措施,以减小板厚方向上的焊接拉应力,这样就能防止层状撕裂。
采取各种工艺措施来降低焊接应力。这些工艺措施的详情可详见热裂缝的防止措施。
(3)再热裂缝
热影响区的粗晶区会产生再热裂缝,这种裂缝具有晶界断裂的特征。裂缝大多出现在应力集中的部位。通常在焊缝区域再次被加热时就会形成,所以被称作再热裂缝。
产生再热裂缝的原因一般认为如下:在再加热时,第一次热过程中过饱和固溶的碳化物(主要是钒、钼的碳化物)会再次析出,这会导致晶内强化。晶内强化使得滑移应变集中于原先的奥氏体晶界。当晶界的塑性应变能力无法承受松弛应力过程中所产生的应变时,就会形成再热裂缝。
在焊接工艺上防止产生再热裂缝的措施有:
降低残余应力和应力集中,例如提升预热温度,在焊后进行缓冷处理,让焊缝与母材能够平滑过渡等;
在满足设计要求的情况下,要选择合适的焊接材料,让焊缝金属的高温强度比母材稍微低一些,这样就能使应力在焊缝中得以松弛,从而可以避免在热影响区出现裂缝。
在保证室温接头强度的前提下,将消除应力退火温度提高,这样会析出比较粗大的碳化物粒子,从而改善高温延性。





