


特定类型焊接所需技术的可用性用于使用不同类型的焊接技术以及使用不同类型的焊接技术。
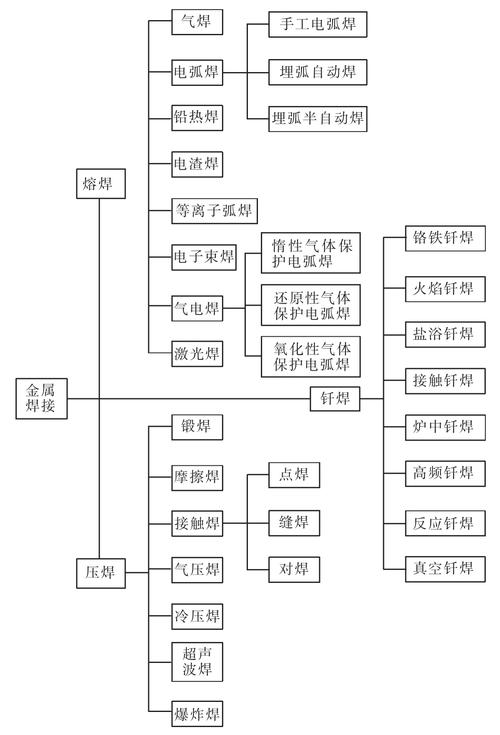
焊接用于组合一个或多个金属部件。这些类别有不同的分类和许多类型的焊接。可采用以下方法对焊缝进行分类。
1. 有或无填充金属焊的焊接
2.取决于焊缝的能源
3、电弧焊和非电弧焊
4、焊焊和压焊
让我们详细讨论焊接的基本类型。
1.手工金属电弧焊
这是最常用的焊接类型,因为它使用简单且灵活。
1、无需初始工序,材料准备好后即可开始焊接。
2、电极采用手工堆叠钢结构焊接,握持舒适。
3.此方法不使用保护气体
4. 帮助焊条周围的焊缝作为涂层
5、焊缝质量完全取决于焊工的经验和技能。
6. 主要用于结构工程
7、电极直径在2.5-6mm范围内。
2、采用连续药皮焊条进行自动焊接
1、焊接方法与手工金属电弧焊相同
2.与手工金属电弧焊不同,将进行连续焊接。
3、焊条的安装方式是按照焊接速率自动送至该位置
4、这样比较适合重复工作
5、当焊接距离较长时,此法比手工电弧焊更为方便。
三、气体保护焊
1. 这也称为金属活化气体、CO2 或惰性气体
2、惰性气体用于焊接有色金属。 Trivid 或sorbe 用作惰性气体。
3.在这些类型的焊接中,没有像手工电弧焊那样使用焊剂。
4、焊池、弧线、焊条均采用气体保护罩保护。这可能就是这些类型的焊接被称为气体保护焊的原因。
5、结构工作的典型电极直径在0.75-2.00mm范围内。
四、埋弧焊
在其他不同类型的焊接方法中,这种焊接技术与其他类型的焊接方法有些不同。
1.Arch完全沉浸在这些类型的焊接中
2. 因此钢结构焊接,我们可以使用更高的电流,而没有空气污染或飞溅的风险。
3、这些类型的焊接可以通过修改系统实现完全自动化。
4、焊接质量比较高,因为有明显的工艺性和自动化特性
5. 典型的屏障直径在2-5mm范围内,用于结构工程中的焊接。
5、电渣焊
1.这是一个自动焊接过程
2.适用于垂直或接近垂直的厚钢板。
3、板子为正切方形,保持30mm左右的距离
4. 铜冷却靴由焊接槽沿焊缝移动。
5. 库珀冷却靴采用水冷焊接循环。
还有其他不同类型的焊接方法。这些类型的焊接也主要用于工业工作。
1、气体保护金属极电弧焊
2、钨极气体保护焊
3、焊芯电弧焊
4. 激光束焊接
5.电子束焊接
6.等离子弧焊
7. 原子氢焊





