


拉深概述
1 拉深变形过程分析
差异2 直臂旋转体零件拉深工艺设计
3 非直壁旋转体零件拉深成形特点
1.拉深的基本概念
拉深是利用拉延模将冲裁好的平板毛坯压制成具有各种开口的空心零件,或将制成的开口空心零件加工成其他形状的空心零件的冲压加工方法。 (图4.0.1)
2、典型拉深件(如图4.0.2所示)
3、拉深模具的特点
结构比较简单。与冲裁模具相比,工作部分圆角较大,表面质量要求较高。凸凹模之间的间隙略大于板材的厚度。
4.1 拉深变形过程分析
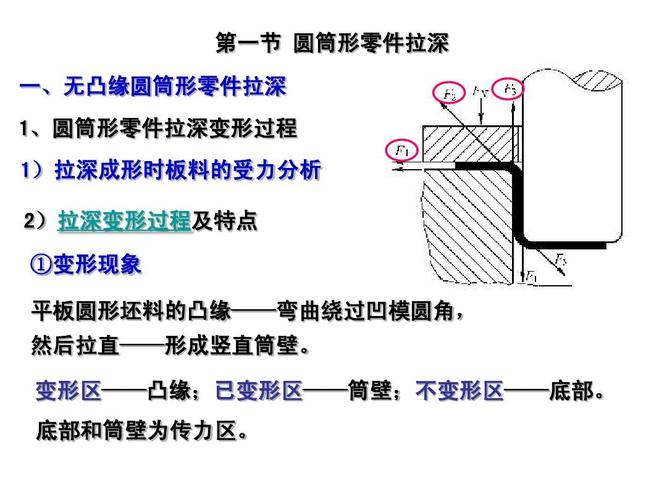
4.1.1 钣金拉深变形过程及其特点(图4.1.1)
在毛坯上画一个由距离a的等距同心圆和弧度b相同的径向线组成的网格(如图4.1.2所示),然后用网格绘制毛坯。
拉深过程中,毛坯受到冲头拉拔力的作用,使法兰毛坯径向产生拉应力,切线方向产生压应力。在它们的共同作用下,凸缘变形区的材料发生塑性变形,并被连续拉入模具中,形成圆柱形拉深件。
绘制后发现如图4.1.2所示:工件底部网格变化很小钢结构表面积计算,而侧壁网格变化较大。原来的等距同心圆变成了平行于工件底部的不等距同心圆。水平线,越靠近工件口,水平线之间的距离就越大。同时,之前的等角半径线在绘制后在侧壁上变成等间距的垂直线。如图4.1.3所示,之前的扇形空白网格变成了绘制的矩形网格。
4.1.2 拉深过程中变形毛坯各部分的应力应变状态
拉深过程中毛坯某一时刻的变形和应力(图4.1.5)
1、平面法兰部分→主要变形区
2.模具圆角区域→过渡区域
3、筒壁部分→传力区域
4.冲圆角部分→过渡区域
5. 圆柱形底部→小变形区
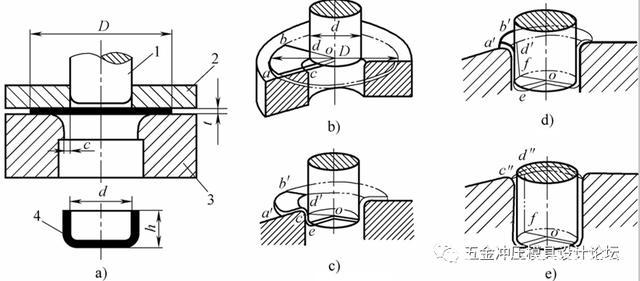
图4.1.5 拉延过程中毛坯的应力应变
4.1.3 拉拔变形过程力学分析
1、法兰变形区应力分析
(1)拉拔过程中某一时刻变形区的应力分布
根据微元体的受力平衡,可得
(2) 材料流经凹模圆角半径时所产生的弯曲变形阻力钢结构表面积计算,在弯曲时内力与外力做功相等的情况下,可按下式计算:
(3)材料流过凹模圆角后被矫直进入筒壁的反向弯曲力仍按上式计算:
拉深初期冲头圆角处的弯曲应力也按上述公式计算,即:
(4)材料流经模具圆角时的摩擦阻力
通过冲头圆角处危险截面传递的径向拉应力为:
上式反映了影响拉深力的因素,如拉深变形程度、材料性能、零件尺寸、凸凹模圆角半径、压边力、润滑条件等,有利于研究和改进的深拉工艺。 。
4.1.4 拉深成形的障碍及预防措施1
1、起皱(图4.1.8),影响皱纹的因素:
(1)法兰材料的相对厚度
法兰部分的相对材料厚度为:
(4)模具工作部分的几何形状
用平端凹模拉深时,毛坯第一次拉深不起皱的条件是:
使用锥形模具进行第一次拉深时,材料不起皱的条件是:
如果达不到上述配方的要求,就会起皱。在这种情况下,必须采取措施防止起皱的发生。最简单的方法(也是实际生产中最常用的方法)是使用压边圈。
2.撕裂
拉深后,工件从底部到口部厚度不同(如图4.1.9所示)
防止撕裂:
根据板材的成形性能,采用适当的拉深比和压边力,以提高凸模的表面粗糙度,改善法兰部分变形材料的润滑条件,合理设计冲压件工作部分的形状。模具,选择拉深性能好的模具。材料。
3.哈登
拉深是一种塑性变形工艺。材料变形后,不可避免地会发生加工硬化,导致其硬度和强度增加,塑性下降。
加工硬化的优点是工件的强度和刚度比毛坯材料高,但塑性降低,使材料在进一步拉拔时难以变形。
4.2 直臂旋转体零件拉深工艺设计
4.2.1 拉深毛坯尺寸的确定
拉深毛坯尺寸的确定原则:
体积恒定原理(拉深前毛坯的表面积等于拉深后零件的表面积)和相似原理。
毛坯的计算方法:等重量、等体积、解析制图法、绘图法。
(1)确定修边余量
由于材料的各向异性导电率以及拉深时金属流动条件的差异,导致拉深后工件的口部会凹凸不平。通常拉丝后需要修边。因此,在计算毛坯尺寸时,应在工件的高度方向(不含翻边)或在翻边处加上修边余量。
(2)计算工件表面积
圆柱体直壁部分的表面积为:
4.2.2 无法兰圆柱件拉深工艺计算
1.拉伸系数
拉深系数表示拉深后圆柱形零件的直径与拉深前毛坯(或半成品)直径的比值。 (如图4.2.2所示)
工件直径与毛坯直径之比称为总拉深系数,即工件所需的拉深系数
图4.2.2 拉深工艺示意图
拉深系数的倒数称为拉深度或拉深比,其值为:
拉深系数表示拉深前后毛坯直径的变化,反映拉深时毛坯外缘的切向压缩变形。因此,它可以作为衡量拉深变形程度的指标。拉深时毛坯外缘的切向压缩变形为:
可见,拉深系数是一个小于1的值,该值越大,表明拉深前后毛坯的直径变化越小,即变形程度越小。该值越小,毛坯直径变化越大,即变形程度越大。
2、影响拉深系数的因素
深冲材料:机械性能、材料厚度、表面质量。
拉深模:间隙、凸模半径、凹模半径、凹模形状(如图4.2.3所示)凹模表面质量。
拉深条件:压边圈、次数、润滑、工件形状。
图4.2.3 锥度模具
3、拉拔系数的值和拉拔次数
检查表以确认。
4、后续拉深的特点
压力行程曲线(图4.2.4)。
1-第一张图纸; 2秒绘图
图4.2.4 第一次、第二次拉拔力
4.2.3 无法兰圆柱形拉深件拉深次数及工艺件尺寸的计算
试测定下图所示零件的抗拉强度(材料08钢,材料厚度=2mm)
深拉深次数及各拉深工序的尺寸。
3、确定深图数量
⑴ 判断是否可以一次性拔出
对于所示零件,毛坯的相对厚度:
(2)计算拉深次数
例如:
可以看出该部分需要绘制四次。
半成品尺寸确定
(1)半成品直径
深冲次数确定后,应按等于的原则计算直径差
每次调整绘制系数,使得实际绘制系数大于估计绘制系数。
用于深拉深次数的最终拉深系数。
零件的实际拉深系数应调整为:
调整拉深系数后,重新计算每次拉深的圆柱直径,得到
半成品直径。各零件半成品尺寸为:
4.2.4 法兰圆柱件的拉深方法及工艺计算
带凸缘圆柱件的拉深变形原理与普通圆柱件相同。但由于有法兰(如图4.2.7所示),其绘图方法和计算方法与普通圆柱形零件有些不同。不同之处。
1、带凸缘圆柱件的拉深特点
带凸缘圆柱件的拉深系数
由该式可知,拉深系数决定了相对法兰直径、相对高度、相对拐角半径三个因素,且影响程度呈递减趋势。
2、宽法兰圆柱件拉深工艺计算要点
(1)毛坯尺寸计算
毛坯尺寸的计算仍以等面积原则为基础,参照无凸面圆柱件毛坯的计算方法进行计算。
(2)判断是否可以一次性完成
这只需将工件实际需要的总拉深系数与法兰零件第一次拉深的极限拉深系数和极限拉深的相对高度进行比较即可。
(3)半成品尺寸计算
宽法兰零件的深拉深数量仍可通过外推法计算。
根据表中拉深系数值计算,即第n次拉深后的直径为:
每次拉深后的筒体高度可按下式计算:U
4.2.5 阶梯圆柱形零件的拉深
1、拉深次数的确定(图4.2.11)
判断是否可以一次性拉深
2、拉深方法的确定
(1) 若任意两个相邻台阶的直径比大于或等于相应圆柱件的极限拉深系数,则先从较大的台阶开始(图4.2.12a)。
(2)若相邻两台阶直径之比dn/dn-1小于相应圆柱件的极限拉深系数,则进行带凸缘圆柱件的拉深,即拉深从小台阶到大台阶。梯子(图4.2.12b)。
(3) 如果最小台阶直径
太小了,也就是说
太小,
当不太大时,可以通过胀形法求得最小步长。
(4)如果梯形部分较浅,每级台阶高度不大,但相邻台阶直径相差较大,无法一次拉出,可拉成圆形或圆柱体首先是大圆角。 ,最后通过整形得到所需的零件(图4.2.13)。





