


常见的金属重量计算方法包括钢管的重量计算公式,方钢的重量计算公式,以及钢板的重量计算公式。
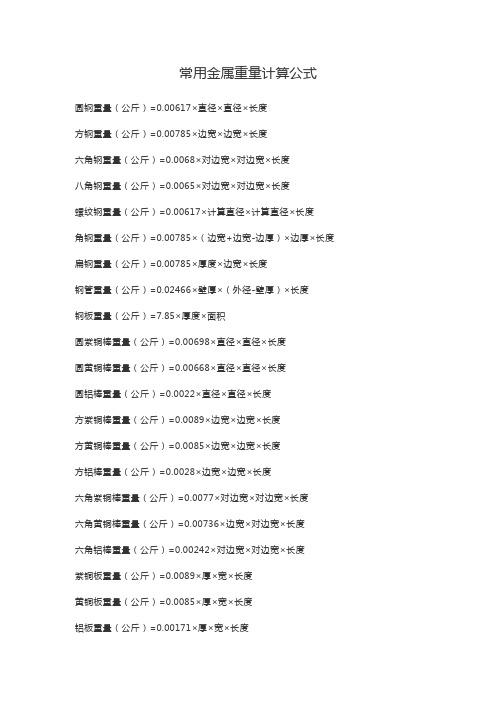
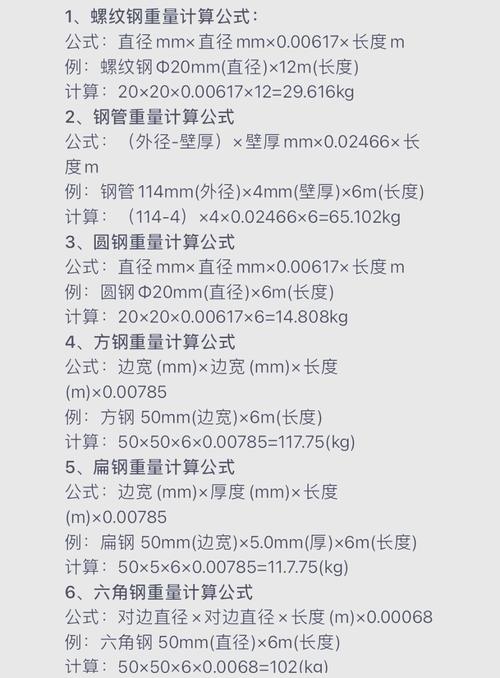
圆钢重量(公斤)=0.00617×直径×直径×长度
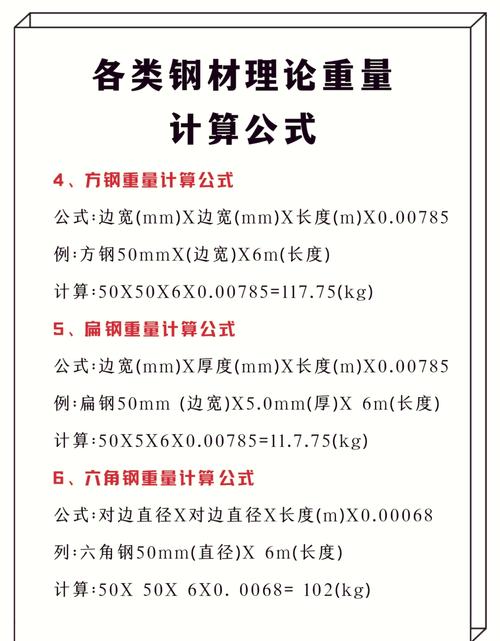
方钢重量(公斤)=0.00785×边宽×边宽×长度
六角钢重量(公斤)=0.0068×对边宽×对边宽×长度
八角钢重量(公斤)=0.0065×对边宽×对边宽×长度
螺纹钢的质量(以公斤为单位)等于0.00617乘以计算得到的直径,再乘以直径,最后乘以长度。
角钢的重量,以公斤为单位,计算公式为:0.00785乘以(边宽与边宽之差减去边厚)的结果,再乘以边厚,最后乘以长度。
扁钢重量(公斤)=0.00785×厚度×边宽×长度
钢管的质量(以公斤为单位)等于壁厚乘以0.02466,再乘以外径减去壁厚的差值,最后再乘以钢管的长度。
钢板重量(公斤)=7.85×厚度×面积
圆紫铜棒重量(公斤)=0.00698×直径×直径×长度
圆黄铜棒重量(公斤)=0.00668×直径×直径×长度
圆铝棒重量(公斤)=0.0022×直径×直径×长度
方紫铜棒重量(公斤)=0.0089×边宽×边宽×长度
方黄铜棒重量(公斤)=0.0085×边宽×边宽×长度
方铝棒重量(公斤)=0.0028×边宽×边宽×长度
六角紫铜棒重量(公斤)=0.0077×对边宽×对边宽×长度
六角黄铜棒重量(公斤)=0.00736×边宽×对边宽×长度
六角铝棒重量(公斤)=0.00242×对边宽×对边宽×长度
紫铜板重量(公斤)=0.0089×厚×宽×长度
黄铜板重量(公斤)=0.0085×厚×宽×长度
铝板重量(公斤)=0.00171×厚×宽×长度
圆紫铜管的重量(以公斤为单位)可按以下公式计算:首先,取壁厚的0.028倍,然后乘以外径减去壁厚的差值,再乘以管子的长度。
圆黄铜管的重量(以公斤为单位)可按以下公式计算:先乘以壁厚的数值,再乘以(外径减去壁厚)的结果,最后再乘以管子的长度。具体计算公式为:0.0267乘以壁厚,再乘以(外径减去壁厚),再乘以长度。
圆铝管的重量(以公斤为单位)可通过以下公式计算:首先,将壁厚乘以0.00879,然后,将得到的结果与外径减去壁厚的差值相乘,最后,再将所得乘积与圆铝管的长度相乘。
注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米
以上重量X材料单价为材料费.
将表面处理费用纳入计算,加上各个工艺流程所需的人工成本,再添上包装材料的开支,以及发货时的相关费用,还包括应缴纳的税费和相应的利息。
= 报价(FOB)
不锈钢重量简易计算公式
不锈钢平板的重量计算遵循以下公式:首先确定其比重,然后乘以厚度(单位为毫米),再乘以宽度(单位同样为毫米),最后乘以长度(单位为米),从而得出每平方米的重量(单位为千克)。
304、321型号钢管每米重量的计算遵循以下公式:先将壁厚(单位:毫米)乘以0.02491,然后乘以外径减去壁厚的差值(单位:毫米)。
316L及310S管道的单米重量可通过以下公式计算:0.02495乘以壁厚(单位:毫米),再乘以外径减去壁厚的差值(单位:毫米)。
不锈钢元钢每米重量的计算方法为:直径(以毫米为单位)的平方,再乘以对应的系数(镍铬不锈钢的系数为0.00623,铬不锈钢的系数为0.00609)。
各种钢材理论重量计算公式如下:
圆钢 盘条(kg/m)
W= 0.006165 ×d×d
d = 直径mm
直径为100毫米的圆钢,计算每米重量。其计算公式为:每米重量等于0.006165乘以100的平方,结果为61.65千克。
螺纹钢(kg/m)
W= 0.00617 ×d×d
d= 断面直径mm
对于直径为12毫米的螺纹钢,计算每米的重量。计算公式为:每米重量等于0.00617乘以12的平方,即0.89千克。
方钢(kg/m)
W= 0.00785 ×a ×a
a= 边宽mm
方钢的边宽为20毫米,若需计算每米的重量,可按照以下公式进行:每米重量等于0.00785乘以202,计算结果为3.14千克。
扁钢 (kg/m)
W= 0.00785 ×b ×d
b= 边宽mm
d= 厚mm
扁钢的边宽为40毫米,厚度为5毫米,计算其每米重量,公式为:每米重量等于0.00785乘以40再乘以5,最终结果为1.57千克。
六角钢 (kg/m)
W= 0.006798 ×s×s
s= 对边距离mm
对于边长为50毫米的六角形钢材,计算每米的质量。具体计算方法为:每米重量等于0.006798乘以50的平方,即17千克。
八角钢 (kg/m)
W= 0.0065 ×s ×s
s= 对边距离mm
八角钢边长为80毫米,计算每米重量,其公式为:每米重量等于0.0065乘以边长的平方,即0.0065乘以80的平方,计算结果为41.62千克。
等边角钢 (kg/m)
W= 0.00785 ×
将(2b减去d)的结果与0.215相乘,然后再加上(R2减去2r2)的值。
b= 边宽
d= 边厚
R= 内弧半径
r= 端弧半径
寻求20毫米乘以4毫米等边角钢的单米重量。查阅冶金产品目录可知,该规格角钢的R值为3.5,r值为1.2,据此计算,每米重量等于0.00785乘以……
四倍于(二十乘以二减去四)的结果,加上零点二一五乘以(三点五二减去一一点二乘以一一点二)的差。
=1.15kg
不等边角钢 (kg/m)
W= 0.00785 ×
d乘以(B加b减去d)再加上0.215乘以(R的平方减去两倍的r的平方)。
B= 长边宽
b= 短边宽
d= 边厚
R= 内弧半径
r= 端弧半径
需要查询30毫米乘以20毫米乘以4毫米的不等边角钢每米的重量。根据冶金产品目录,该型号不等边角钢的R值为3.5,r值为1.2,因此每米的重量计算公式为0.00785乘以……
四倍于(三十加二十减去四),加上0.215乘以(三点五二减去两乘以一一点二的平方)。
=1.46kg
槽钢 (kg/m)
W=0.00785 ×
将hd+2t与(b – d)相加,再加上0.349乘以(R2 – r 2)。
h= 高
b= 腿长
d= 腰厚
t= 平均腿厚
R= 内弧半径
r= 端弧半径
寻找80毫米宽、43毫米高、5毫米厚的槽钢单位米重量。查阅冶金产品目录得知,该槽钢的厚度为8毫米,半径为8毫米,半径r为4毫米,据此计算每米重量为0.00785倍。
80 乘以 5 加上 2 乘以 8 乘以括号内的 43 减去 5,再加上 0.349 乘以括号内的 82 减去 42。
=8.04kg
工字钢(kg/m)
W= 0.00785 ×
将hd+2t的值计算出来,首先减去b与d的差,然后再加上0.615倍的(R2减去r2)的结果。
h= 高
b= 腿长
d= 腰厚
t= 平均腿厚
R= 内弧半径
r= 端弧半径
需要查询250毫米×118毫米×10毫米规格的工字钢每米的质量。根据金属材料手册,该工字钢的厚度t为13毫米,半径R为10毫米,r为5毫米,据此计算,每米重量为0.00785乘以……
250 乘以 10 加上 2 乘以 13 再乘以括号内的 118 减去 10,再加上 0.615 乘以括号内的 102 减去 52。
=42.03kg
钢板(kg/m2)
W= 7.85 ×d
d= 厚
钢板厚度为4毫米,需计算每平方米的重量。计算公式为:每平方米重量等于7.85乘以4,结果为31.4千克。
钢管(包括无缝钢管及焊接钢管(kg/m)
W= 0.02466 ×S (D – S )
D= 外径
S= 壁厚
外径60毫米、壁厚4毫米的无缝钢管,计算每米重量。计算公式为:每米重量等于0.02466乘以4,再乘以(60减去4),最终结果为5.52千克。
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径= 公称直径-1.0825*P
M20x2.5-6H规格,直径7毫米,适用于右手操作,设计为单头螺纹,采用公制粗牙标准。
(公称直径20mm) (牙距2.5mm)
(内螺纹配合等级6H)
(外螺纹配合等级7g)
左旋双头螺纹,规格为M20x1.5,适用于左手操作,采用公制细牙设计。
(公称直径20mm) (牙距1.5mm)
美制螺纹
(统一标准螺纹)
牙深=0.6495*(25.4/每吋牙数)
(牙角60度)
3/4-10UNC-2A
(UNC粗牙)(UNF细牙)
(1A2A 3A 外牙公差配合等级)
(1B 2B 3B 内牙公差配合等级)
UNC美制统一标准粗牙螺纹
外径3/4英吋,每英吋10牙
外牙 2级公差配合
管螺纹(英制PT)
牙深=0.6403*(25.4/每吋牙数)
(牙角55度)
PT 3/4-14型锥度管螺纹,其锥度比例为1/16。
3/4英吋管用,每英吋14牙
螺纹
(PS直螺纹)(PF细牙)
牙深= 0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
PF1 1/8-16 (直形管螺纹)
(细牙)
直形管螺纹
3/4英吋管用,每英吋14牙
1 1/8英吋管用,每英吋16牙
管螺纹(美制NPT)
(牙角60度)
NPT 3/4-14规格的锥形管螺纹,其锥度比例为1/16。
3/4英吋管用,每英吋14牙
梯形螺纹
(30度公制)
TM40*6 公称直径40mm牙距6.0mm
梯形螺纹
(29度爱克姆螺纹)
TW26*5 外径26mm,每英吋5牙
方形螺纹
车牙的计算
考虑条件 计算公式
公制螺纹与英制螺纹之间的换算,其每英寸的螺距数值n,可通过将25.4除以牙距P来计算得出。
牙距 P = 25.4 / 每吋螺纹数 n
转速N的确定依赖于工件材料与刀具的特性,其计算公式为:N等于1000乘以周速V,再除以圆周率π乘以直径D。
因为机器结构所决定的转速
刀座快速移动的影响 车牙最高转速 N = 4000/ P
刀座快速移动加减速的影响
下刀点与退刀点的计算
(不完全牙的计算) 下刀最小距离 L1
牙距P与主轴转速S相乘,再除以500。
退刀最距离 L2
L2 等于 牙距 P 乘以 主轴转速 S,再除以 2000。
牙深及牙底径d 牙深 h =0.6495 * P
牙底径 d =公称外径 D - 2 * h
例题:
车制外牙3/4"-10UNC20mm长
公制牙与英制牙之间的转换涉及牙距的计算,其公式为:牙距P等于25.4除以英制螺纹数n。
P = 25.4 /10 = 2.54mm
由于工件材料与刀具选定的转速,导致外径尺寸D等于3/4英寸,即25.4乘以3/4,换算成毫米为19.05MM。
转速 N 等于 1000 乘以转速 V,再除以圆周率 π 乘以直径 D。
N 等于 1000 伏特除以每平方分米电导率,即 1000 乘以 120,再除以圆周率 3.1416 乘以 19.05。
=2005 rpm(转/分)
由于机器的结构特性所决定的转速,刀座在快速移动过程中,车牙所能达到的最高转速为N=4000除以P。
N = 4000/2.54 = 1575 rpm
综合工件材料刀具及机械结构
所决定的转速 N =1575 转 N = 2005转
两者转速选择较低者,即1575转
刀座快速移动加减速的影响
下刀点与退刀点的计算
(不完全牙的计算) 下刀最小距离 L1
L1 = (牙距P) * (主轴转速S) / 500
L1 =2.54*1575/500=8.00mm
退刀最小距离 L2
L2 = (牙距P) * (主轴转速S) / 2000
L2 =2.54*1575/2000=2.00mm
牙齿深度至牙根底部,其深度径d 等于公称外径D减去两倍的h,即19.05毫米减去2乘以1.65毫米,最终得到15.75毫米。
数控加工常用计算公式,备查
()国 际 标 准)
一、挤牙丝攻内孔径计算公式:
公式:牙外径-1/2×牙距
公式计算如下:M3的直径乘以0.5等于3减去1/2乘以0.5,结果为2.75毫米。
M6×1.0=6-(1/2×1.0)=5.5mm
公式计算如下:M3的直径乘以0.5等于3减去0.5除以2的结果,即2.75毫米。
M6×1.0=6-(1.0÷2)=5.5mm
二、一般英制丝攻之换算公式:
1英寸=25.4mm(代码)
例1:(1/4-30)
1/4×25.4=6.35(牙径)
25.4÷30=0.846(牙距)
则1/4-30换算成公制牙应为:M6.35×0.846
例2:(3/16-32)
3/16×25.4=4.76(牙径)
25.4÷32=0.79(牙距)
则3/16-32换算成公制牙应为:M4.76×0.79
三、一般英制牙换算成公制牙的公式:
分子÷分母×25.4=牙外径(同上)
例1:(3/8-24)
3÷8×25.4=9.525(牙外径)
25.4÷24=1.058(公制牙距)
则3/8-24换算成公制牙应为:M9.525×1.058
四、美制牙换算公制牙公式:
例:6-32
6-32 (0.06+0.013)/代码×6=0.138
0.138×25.4=3.505(牙外径)
25.4÷32=0.635(牙距)
那么6-32换算成公制牙应为:M3.505×0.635
1、 孔内径计算公式:
牙外径-1/2×牙距则应为:
M3.505-1/2×0.635=3.19
那么6-32他内孔径应为3.19
2、挤压丝攻内孔算法:
下孔径简易计算公式1:
牙外径-(牙距×0.4250.475)/代码=下孔径
例1:M6×1.0
M6-(1.0×0.425)=5.575(最大下孔径)
M6-(1.0×0.475)=5.525(最小)
例2:切削丝攻下孔内径简易计算公式:
M6-(1.0×0.85)=5.15(最大)
M6-(1.0×0.95)=5.05(最小)
M6-(牙距×0.860.96)/代码=下孔径
M6乘以1.0等于6减去1.0等于5.0加上0.05等于5.05。
五、压牙外径计算简易公式:
1.直径-0.01×0.645×牙距(需通规通止规止)
不得擅自更改设计规范,确保尺寸准确无误,外径应为2.58毫米,计算过程如下:3毫米减去0.01乘以0.645再乘以0.5。
不得擅自更改规格参数,计算过程如下:M6乘以1.0等于6减去0.1乘以0.645再乘以1.0,结果为5.25(即外径尺寸)。
六、公制牙滚造径计算公式:(饱牙计算)
禁止对设计图纸进行擅自修改,不得随意更改技术参数,确保生产过程中的尺寸精度符合规范要求。
严禁对特定内容进行篡改,确保数据精确无误,例如:M6×1.0的计算过程为6减去0.6495乘以1.0,结果为5.35(即车削前的外径尺寸)。
七、压花外径深度(外径)
外径÷25.4×花齿距=压花前外径
花距计算结果为4.1除以25.4再乘以0.8,得出的数值是0.13,因此压花的深度应当设置为0.13。
八、多边形材料之对角换算公式:
1.四角形:对边径×1.414=对角径
2.五角形:对边径×1.2361=对角径
3.六角形:对边直径×1.1547=对角直径
公式2: 1.四角:对边径÷0.71=对角径
2.六角:对边径÷0.866=对角径
九、刀具厚度(切刀):
材料外径÷10+0.7参考值
十、锥度的计算公式:
公式1:(大头直径-小头直径)÷(2×锥度的总长)=度数
等于查三角函数值
公式2:简易
(大头直径-小头直径)÷28.7÷总长=度数
木工刀具论坛“zjwoodtools”
微信号
木工刀具网,网址为http://www.zjwoodtools.cn,在我国木工刀具行业中位居首位,并且是国内独一无二的木工刀具专业讨论论坛。该网站致力于提供木工刀锯行业的各类资讯以及技术问题的深入探讨,内容免费供关注我们的粉丝阅读,并保持每日图文信息的更新;同时,它还搭建了一个供业内人员交流与讨论的友好平台,旨在满足访客们的行业需求。
承接|刀具广告|软文推广|求职招聘|微信推送





