


在某装载机驱动桥大螺旋齿轮的研发阶段,我们注意到齿轮在运行一段时间后出现了早期断齿的故障。我们运用了宏观检查、断口剖析、化学成分检测、硬度测试以及金相分析等多种手段,对大螺旋齿轮断齿失效的原因进行了深入研究。研究发现,齿根的圆角曲率半径和啮合斑点的尺寸偏小,以及轮齿内部的硬度不足,这些因素共同作用,加剧了齿轮根部的应力集中,从而成为导致该大螺旋齿轮轮齿过早疲劳断裂失效的主要因素。针对这一失效原因,我们对大螺旋齿轮进行了相应的改进措施,并取得了显著的成效。
大螺旋齿轮的断齿问题,通常与圆角曲率半径、齿轮硬度、啮合斑点等因素密切相关,这些因素都可能导致应力集中,进而引发疲劳断裂。
本文献的类别编号为TH13,文献标识码为B,文章的编号是1001G4012(2018)06G0453G04。
在装载机驱动桥大螺旋齿轮的开发阶段,进行装机试验时观察到,齿轮在运行200至1300小时后出现了断齿失效现象。该大螺旋齿轮的内径为210毫米,外径为380毫米。失效齿轮的宏观形态如图1所示,齿轮采用的材料是20CrMnTi钢。齿轮的技术规范依据JB/T6041-2013《轮式工程机械驱动桥主减速器齿轮副技术条件》执行,要求零件淬火后的表面硬度达到58至64HRC,心部硬度在33至45HRC之间。齿轮的热处理过程遵循JB/T5944-1991《工程机械热处理件通用技术条件》的规定。为了探究大螺旋齿轮断齿失效的原因,笔者对其进行了检验和分析,并提出了相应的改进方案。
1 理化检验
1.1 宏观检验
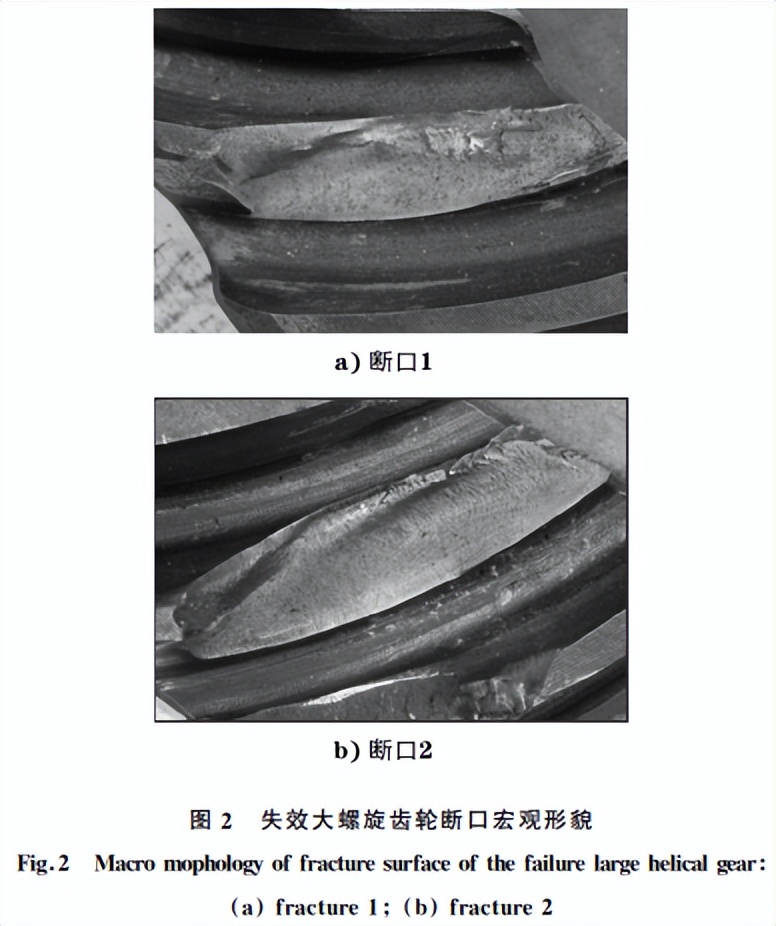
对已经失效的大螺旋齿轮轮齿的断裂形态进行了统计分析,如图2所示,观察发现,断裂的轮齿均起源于齿根部位,且在齿轮的大端部分保留了一小段未断裂的部分,这些断口呈现出凹形的特征。接着,对失效的大螺旋齿轮进行了磁粉探伤,结果如图3所示,发现部分未断裂的轮齿凸面根部存在与齿根平行的裂纹,这些裂纹的形状与图2中显示的断裂轮齿的断面中的断裂线一致,均表现为在小端部位略微高起,而在大端部位偏低,这一现象进一步证实了裂纹的起始点位于齿根。为了精确确定裂纹的起始位置,我们沿着裂纹长度方向将失效的大螺旋齿轮进行了剖切,经过研磨和抛光处理后,观察到裂纹的确切起始点位于齿根圆角与齿面的过渡区域,如图4所示。


1.2 断口分析
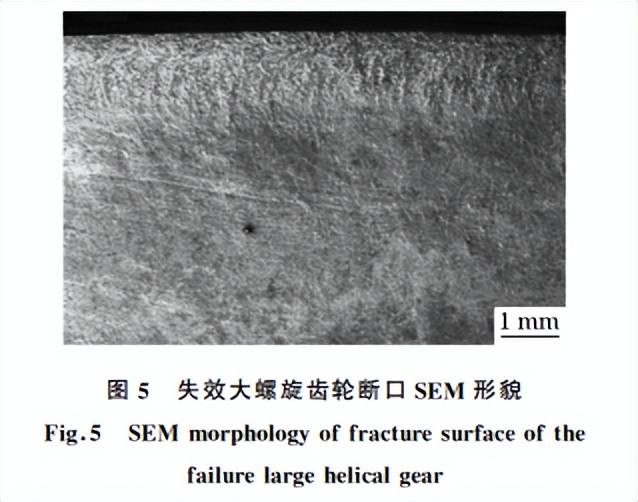
从断裂的齿轮齿部截取样本,借助扫描电子显微镜对断裂表面进行微观形态分析,观察结果如图5所示。图中可见,断裂面上布满了疲劳弧线。疲劳弧线是疲劳断裂表面最显著的特征[1],据此可断定大型螺旋齿轮的损坏形式是弯曲疲劳断裂。通过扫描电子显微镜的观察,我们还发现:在靠近齿根的区域,疲劳弧线的走向大致与齿宽垂直;而在齿轮齿的中部区域,疲劳弧线的走向则大致与齿宽平行。通常认为,疲劳弧线的法线方向即为该处疲劳裂纹的扩展方向[1]。据此,我们可以推断出疲劳裂纹在齿根处是沿着齿宽方向扩展的,而在齿轮内部则是沿着齿厚方向扩展的。
1.3 化学成分分析
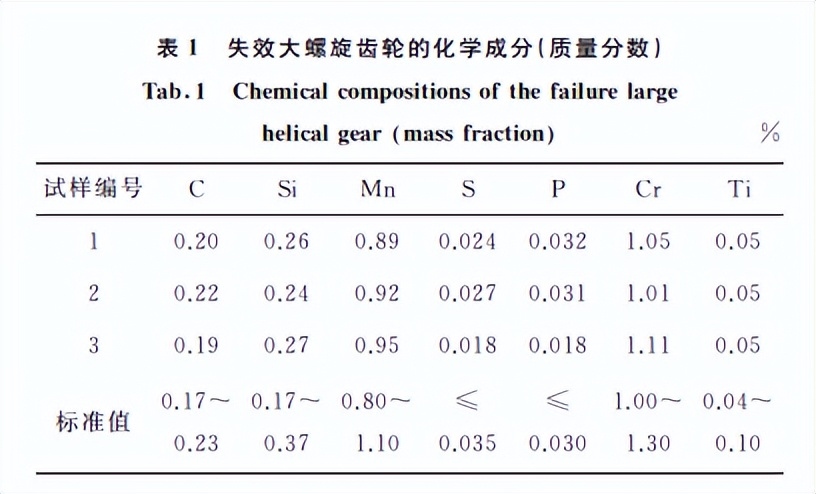
对随机挑选的三个损坏严重的大螺旋齿轮进行取样,并对其化学成分进行了详细分析,分析结果详见表1。观察可知,这些齿轮的化学成分均严格遵守了GB/T3077-1999《合金结构钢》中对20CrMnTi钢化学成分的技术规范。
1.4 硬度及金相检验
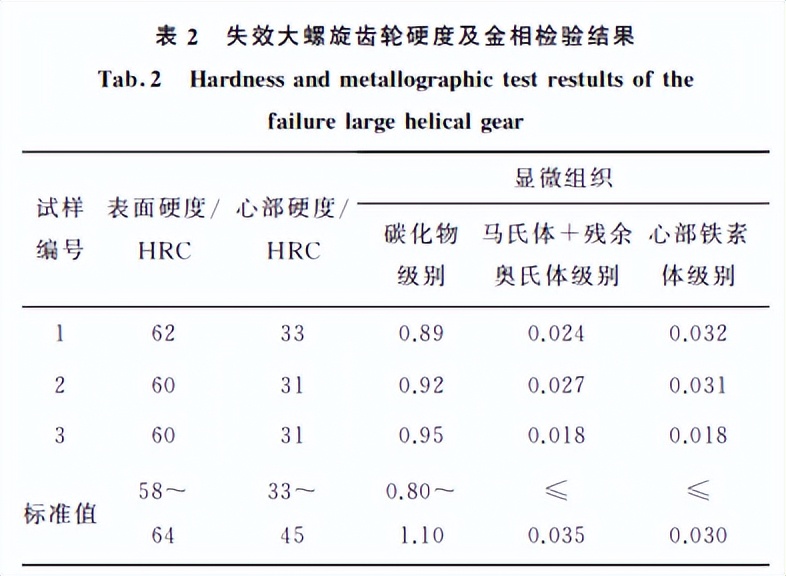
对随机抽取的三个损坏的大型螺旋齿轮的表层硬度及心部硬度进行了检测,具体数据详见表2。观察可知,这些齿轮的表层面硬度达到了JB/T6041-2013技术规范的要求,但心部硬度要么低于标准,要么仅略高于标准规定的最低限。同时,对损坏齿轮的微观组织中的碳化物、马氏体加残余奥氏体以及心部铁素体的级别进行了评定,评定结果同样列于表2中。结果显示,这些微观组织的碳化物、马氏体加残余奥氏体以及心部铁素体的级别均符合GB/T8539-2000《齿轮材料及热处理质量检验的一般规定》的技术标准。
2 齿轮受力分析
齿轮运作特性决定,在传递动力及运动期间,齿轮在受力影响下,齿根部位会出现弯曲应力,齿面部位则会形成接触应力,齿轮间相对运动还会产生摩擦力。弯曲应力可能导致轮齿发生形变或断裂,接触应力则可能引发轮齿表面出现疲劳剥落现象,摩擦力则会使轮齿磨损。通过分析大螺旋齿轮的失效形态与位置,可以推断其疲劳失效是由弯曲应力引起的。齿轮在运行过程中,若遭遇的弯曲应力超过其弯曲疲劳极限,便会在齿根附近引发疲劳裂纹,裂纹随后扩展,最终导致齿轮出现断齿失效。
在齿轮弯曲应力的计算中,鉴于齿轮的刚度较高,通常将轮齿视为宽度为齿宽b的悬臂梁[2]。其运行时的受力状况如图6所示。轮齿在运行期间会遭受交变的弯曲应力,并在齿根区域产生疲劳裂纹。随着运行时间的推移,这些裂纹会逐步扩大,最终可能导致轮齿断裂而失效。因此,轮齿在运行过程中产生的应力可以表示为[3G4]。
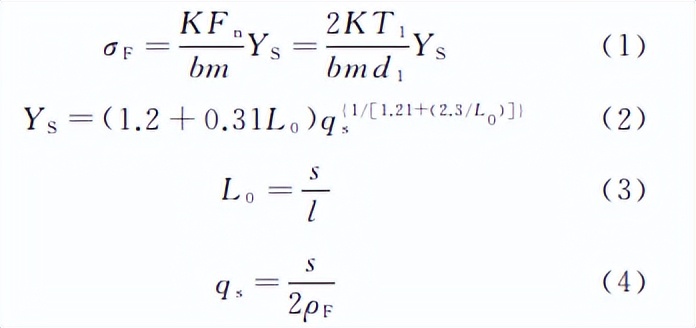
在公式中,σF代表齿根的弯曲应力,Fn表示作用在齿的工作圆周力,b指的是齿的宽度,m是模数,K是载荷系数,T₁为额定转矩,d₁是小齿轮的直径,YS是齿根应力集中的系数,L₀是齿形的参数,qs是齿根圆角的参数,s是齿的厚度,l是齿的高度,ρF是齿根圆角的曲率半径。
由公式(1)至(4)可知,在保持齿轮其他参数不变的前提下,齿根的弯曲应力σF主要受到齿根圆角曲率半径ρF的影响。
3 综合分析
通过齿轮受力分析可知,在保持其他齿轮参数不变的前提下,齿根圆角曲率半径是导致齿根弯曲应力的关键因素,从而使得轮齿的弯曲疲劳强度主要由齿根圆角曲率半径决定。理化检验结果显示,齿轮心部硬度不足,这种偏低的心部硬度会削弱轮齿的疲劳弯曲强度。研究还发现,在齿轮运行过程中,若啮合斑点面积较小,将引发偏载现象,进而降低轮齿的弯曲疲劳强度[5G8]。
通过投影仪放大齿轮根部圆角,测量得出大螺旋齿轮的齿根圆角曲率半径在大端和小端均约为2.2毫米。研究指出,若齿轮齿根圆角曲率半径过小,在齿轮承受力的过程中,齿根部位容易产生应力集中,从而引发疲劳裂纹的形成[9G10]。实验发现,当齿根圆角曲率半径从0.75毫米增至1.5毫米,齿轮的弯曲疲劳寿命大约是原来的三倍[8]。根据裂纹的起始位置,可以推断出导致该大螺旋齿轮轮齿疲劳寿命较低的主要原因是齿根圆角曲率半径太小。齿根圆角曲率半径过小,使得大螺旋齿轮在工作时齿根部位的应力集中加剧,进而显著缩短了其弯曲疲劳寿命。
齿轮内部微观结构及其硬度对齿轮的耐久性有着显著作用[11]。硬度提升,齿轮核心部分对硬化层的支撑力也随之增强,这有助于提升齿轮的耐久性。换句话说,在符合技术规范的前提下,核心硬度的提升能够延长齿轮的使用寿命。相反,若核心硬度较低,则会减弱对齿轮表面硬化层的支撑,进而缩短齿轮的耐久时间[2]。从表2的硬度测试数据中可以看出,齿轮核心硬度不足,故需选用具有良好淬透性的材料或调整热处理流程,以增强齿轮核心的硬度。
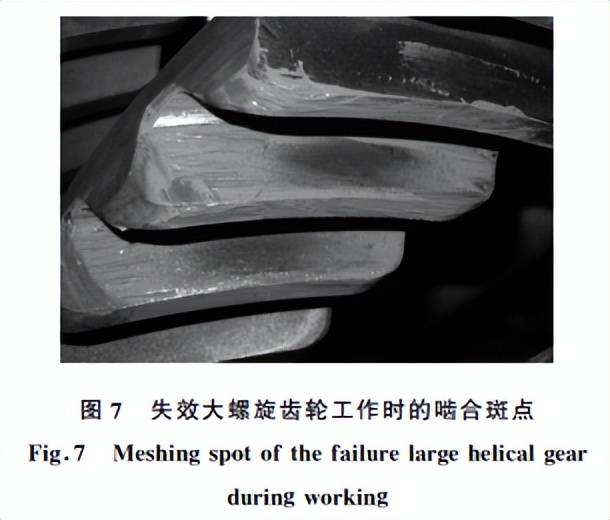
对大螺旋齿轮在运作过程中的啮合斑点的尺寸进行了精确测量,具体结果可参照图7。依据GB/T13924-2008《渐开线圆柱齿轮精度检验细则》以及GB/Z18620.4-2008《圆柱齿轮检验实施规范 第4部分:表面结构和轮齿接触斑点的检验》的相关规定,不同精度等级的齿轮对啮合斑点的尺寸要求各异。该失效的大螺旋齿轮的精度等级介于7至8级之间,按照上述国家标准的要求,其啮合斑点应位于齿面中部,长度需达到全齿宽的70%以上,高度也应达到全齿高的60%以上。然而,图7中显示的大螺旋齿轮的实际啮合斑点尺寸在齿宽方向上明显未达到标准技术要求。
根据上述分析,我们了解到大螺旋齿轮的断裂情况如下:在工作过程中,大螺旋齿轮受到弯曲应力的作用,由于齿轮的齿根圆角曲率半径及啮合斑点尺寸较小,这导致了齿根区域的应力集中现象。同时,轮齿心部的硬度偏低,对表面硬化层的支撑能力较弱,最终使得裂纹在轮齿凸面中部偏小端齿根附近产生。随着弯曲应力的持续,这些裂纹以裂纹源为中心,向轮齿的两端和心部扩散。当裂纹向小端扩展时,它会向齿顶方向翘起,从而使得裂纹扩展过程中的阻力逐渐降低,导致裂纹迅速扩展至小端端部。而在向大端扩展时,由于阻力相对较大,扩展速度小于小端,因此当向小端扩展的裂纹已经到达端部时,向大端扩展的裂纹还未到达端部,这就使得齿轮在折断时,在大端瞬断区内留下了一段尚未扩展的裂纹。
4 改进措施
采用直径更大的齿轮切削工具,目的是为了提升齿根圆角的曲率半径,从而有效减少齿根区域的应力集中现象。
对齿轮实施检验流程,确保大螺旋齿轮及其相匹配的锥齿轮加工质量达标,同时,啮合斑点的尺寸也要满足既定的技术标准要求。
建议选用具有优异淬透性的20CrMnTiH钢材来制造大型螺旋齿轮,这样可以确保齿轮核心部分达到稳定且符合标准的硬度,从而有效增强齿轮核心对表层结构的支撑功能。
在齿轮的生产环节中,引入了增强型喷丸技术,旨在显著增强齿轮的弯曲疲劳承受能力。
5 应用效果
依据上述优化方案和文献[8]的提议,我们将大螺旋齿轮的齿根圆角曲率半径提升至3.5毫米,同时将齿轮的原材料20CrMnTi钢更换为具有优异淬透性的20CrMnTiH钢。此外,对齿轮的轮齿齿形进行了适度调整,并引入了强化喷丸工艺。经过安装后的试验和跟踪,大螺旋齿轮的使用寿命已显著超过既定标准(2000小时),且未再出现早期断齿的失效问题。
6 结论
装载机驱动桥上的大螺旋齿轮在早期就出现了断齿失效的问题,这主要是因为齿根的圆角曲率半径和啮合斑点的尺寸都相对较小,同时齿轮中心部位的硬度也偏低。这些因素导致了齿根部位的应力集中效应加剧,进而使得在装机试验过程中,齿轮在弯曲应力的作用下,齿根部位产生了疲劳裂纹,并逐渐扩散开来,最终导致了齿轮的断齿失效。

采用直径圆角更宽的齿轮加工工具、选用淬火性能优异的20CrMnTiH钢材、对齿形进行适度优化以及引入高效喷丸处理技术,能够有效降低齿根区域的应力聚集,从而增强轮齿的弯曲疲劳承受能力。
改进后的巨型螺旋齿轮,其使用寿命已显著超出既定标准(2000小时),且自那时起,未曾出现任何齿部早期断裂的故障。
参考文献:
陶春虎、何玉怀、刘新灵合著的《失效分析新技术》一书,由国防工业出版社于2011年出版发行。
郭志德所著的《齿轮的失效分析》一书,由机械工业出版社出版发行,出版地为北京,出版年份为1992年。
周彦伟与梁桂明共同完成了对齿形系数YFa及齿根应力集中系数YSa的推导与计算研究,该成果发表在1986年第3期的《河南科技大学学报(自然科学版)》上,页码为1G7。
郑立新、张峰、李满良等人共同撰写,以COSMOSWorks为工具进行的齿轮轮齿模拟试样齿根圆角应力分析论文,收录于2010年中国汽车工程学会汽车材料分会第17届学术年会论文集中,出版地鞍山,出版单位未注明,出版年份为2010年。
李莹与张立新共同撰写的论文,题为《某特种车辆斜齿轮轮齿断裂分析》,发表在《金属热处理》杂志2007年第32卷增刊上,具体页码为91至94页。
罗太景在《机械传动》杂志2009年第33卷第3期发表了文章,其中对齿轮传动过程中齿面接触斑点进行了详细分析,并探讨了相应的质量控制方法,具体页码为114至117页。
吴佳峻在《理化检验(物理分册)》2017年第53卷第9期发表了文章,题为“18CrNiMo7G6钢齿轮轴开裂失效分析”,该文编号为671G674。
宋亚虎、孙胜伟、刘铁山等人共同撰写的论文,题为《磁弹法在线检测渗碳齿轮的磨削烧伤》,发表于《理化检验(物理分册)》2015年第12期,具体页码为853至857以及866页。
朱维斗在《理化检验(物理分册)》杂志上发表了关于M2G50CrVA双金属锯条崩齿的分析研究,该文发表于1995年第31卷第3期,页码为50至51。
黄利银与李金莲共同发表的论文,探讨了双圆弧齿轮的齿根曲率半径对齿根应力的作用,该研究以《机械设计与研究》杂志2011年第27卷第3期发表,页码为56至59,以及63页。
蒋孝煜、张思浦共同发表了一篇关于提升齿轮弯曲强度的论文,该文发表于1985年第4期的《齿轮》杂志,页码为32至34,文号为10。





