


要确保焊接产品的质量要求,需对焊接工作进行量化检验,以数据和结果证明该项工作合格。其中,焊接检验尺检验法是焊缝外观质量检验的最简便有效的方法,它的内容包括对焊缝的余高、宽度、错边量、焊脚高度、角焊缝厚度、咬边深度、角度、间隙进行测量。
表1 焊缝目视检验的项目
目视检验需在焊接工作完成之后,首先把工件表面的焊渣以及飞溅清理得干干净净,接着按照表 1 所列出的项目来进行检验。
焊接件的目视检测主要针对焊缝展开。检测过程涵盖焊前、焊接过程中以及焊后。通常需在其他检测方法实施之前进行目视检测。
焊缝目视检测的准备工作
实施目视检测之前,需要准备检测所需的基本设备和工具,像人工光源、反光镜、放大镜、90°角尺以及焊缝检验尺等。并且要清理被检焊件的表面,把表面的油漆、油污、焊接飞溅等会妨碍表面检测的异物清除掉。检测区域通常涵盖 100%可接近的暴露表面,其中包含整个焊缝表面以及邻近的 25mm 宽的基体金属表面。
选择检测方法
检测人员若可接近检测区域,便可通过眼睛直接观察和分辨焊缝的缺陷。通常情况下,目视检验的距离大概为 600mm,且眼睛与被检工件表面所成的视角不小于 30°,如图 1 所示。在检查期间,能够采用合适的照明,利用反光镜来调节照射及观察角度,借助底倍放大镜进行观察,以此提升眼睛发现和分辨缺陷的能力。
图1 目视检测范围
眼睛无法接近的焊缝需要借助望远镜、内孔管道等来进行观察。用于观察的这些设备,其能力至少要能达到与目视检验效果相同的程度。
焊接缺陷的目视检测操作
焊缝一般存在的缺陷包含外观形状不合理以及焊接过程中产生的缺陷等。在检测焊缝外形不合理的缺陷时,通常会运用焊接检尺来进行检测。
1、焊接检验尺
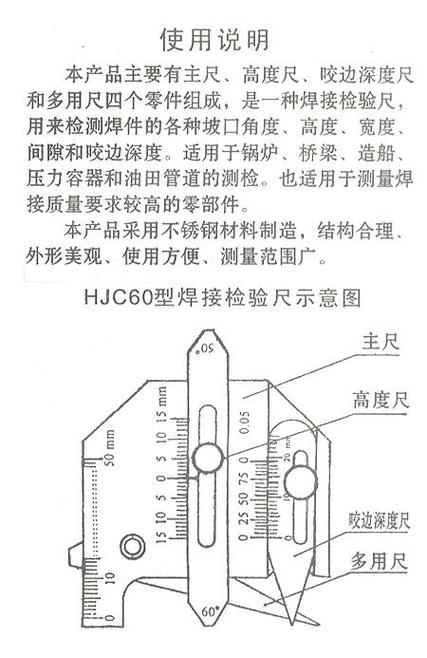
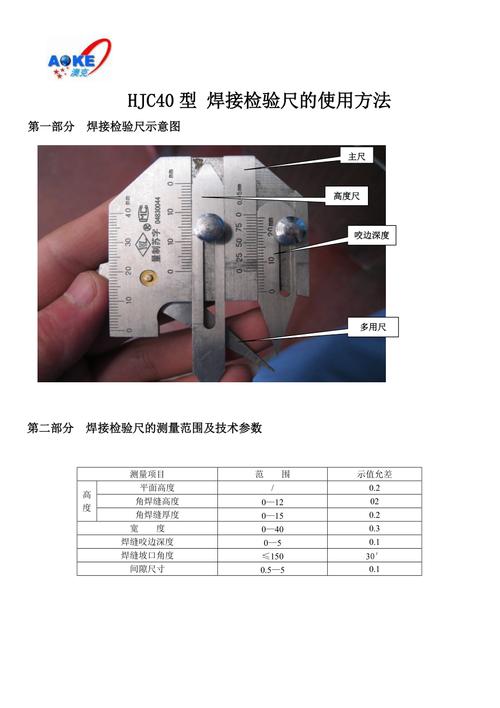
焊接检验尺主要由主尺、滑尺、斜形尺这三个零件构成。它是一种专用量具,可用于测量焊接件的坡口角度以及焊缝的宽度、高度和焊接间隙。此产品适用于焊接质量要求较高的产品和部件,像锅炉、压力容器等。并且本产品是用不锈钢材料制造的,具有结构合理、外型美观、使用便利、适用性广的特点,是焊工必须具备的测量工具。在中国,M306041 型是应用最为广泛的焊接检验尺。此卡尺被纳入机械工业委员会电器局的企业标准,即 JB/DQ9004—87 工业锅炉质量分等标准。
2、对接焊缝余高的测量
测量余高时,对于每一条焊缝:把量规的一个脚放在基体金属上,另一个脚与余高的顶相接触,这样在滑度尺上就能读出余高的数值,如图 2 所示。
图2 对接焊缝余高的两种测量方法
3、宽度测量
测量焊缝宽度时,首先将主体测量角靠紧焊缝的一边。接着,旋转多用尺的测量角,使其靠紧焊缝的另一边。最后,读出焊缝宽度的示值(图 3)。
图3 宽度测量方法
4、错边量测量
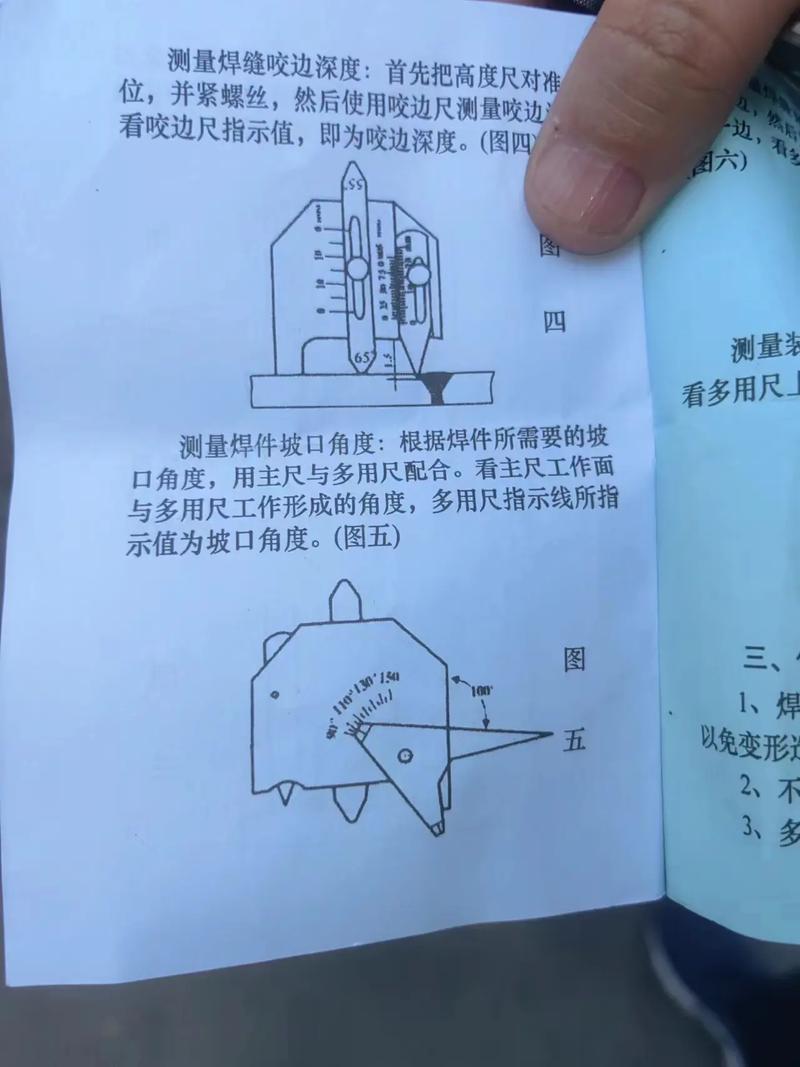
错边量测量时,首先将主尺靠紧焊缝的一边。接着滑动高度尺,让它与焊缝的另一边接触。此时高度尺与焊件的另一边相接触,而高度尺的示值就是错边量(图 4)。
图4 错边量测量方法
5、焊脚高度测量
测量角焊缝的焊脚高度时钢结构油漆检测,需将尺的工作面紧紧靠在焊件和焊缝上,接着让高度尺滑动并与焊件的另一边接触,此时高度尺所显示的数值就是焊脚高度(如图 5 所示)。
图5 焊脚高度测量方法
6、角焊缝厚度测量
测量角焊缝厚度时,需将主尺的工作面与焊件紧密靠在一起。接着,滑动高度尺,使其与焊缝相接触。此时,高度示值便是角焊缝的厚度(如图 6 所示)。
图6 角焊缝厚度测量方法
7、咬边深度测量
测量平面咬边深度时,需先将高度对准零件的紧固螺丝,接着使用咬边深度尺来测量咬边深度(如图 7 所示)。在测量圆弧面咬边深度时,要先把咬边深度尺对准零件的紧固螺丝,让三点测量面接触在工件上(不能放在焊缝处),并锁紧高度尺。之后把咬边深度尺松开,将其放置在测量处,活动咬边深度尺,此时其示值就是咬边深度(如图 8 所示)。
图7 平面咬边测量方法
图8 圆弧面咬边测量方法
8、角度测量
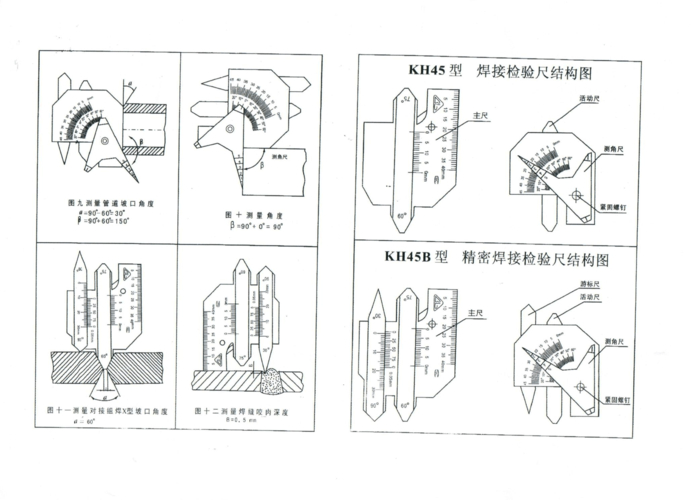
测量角度时,主尺靠紧被测角的一个面,多用尺靠紧被测角的另一个面,此时它们的示值就是角度值,如(图 9)所示。
图9 角度测量方法
9、间隙测量
用多用途尺插进两焊件之间,接着测量两焊件的装配间隙,此间隙如(图 10)所示。
图10 间隙测量方法
焊接过程导致的缺陷主要包含以下几种:表面有气孔钢结构油漆检测,表面存在裂纹,有焊瘤,存在咬边,还有电弧击伤等。表面气孔通常呈球状,既可以成群分布,也能均匀分布。表面裂纹或许是纵向的,或许是横向的,或许是星形的。表面气孔大多出现在焊缝表面或者趾端,在进行检测时,能够借助直尺直接去测量气孔的直径,也可以在放大镜的辅助下,使用直尺来测量气孔的大小。裂纹通常借助低倍放大镜来观察。焊瘤一般直接用眼睛去看。可以通过测量焊缝金属的切线与基体金属之间的夹角,以此来判断是否有焊瘤缺陷。若不存在焊瘤,那么切线与基体金属之间的夹角会等于或大于 90°;若存在焊瘤,切线与基体金属之间的夹角则会小于 90°,如图 11 所示。
图11 焊瘤的检测





