


一、焊接结构件材料的选择
二、焊接接头的工艺设计
1、接头的形式
对接接头能够节省材料,并且容易保证质量钢结构焊接钢结构焊接,其应力分布也较为均匀,所以应用最为广泛。不过,这种接头在焊前的准备以及装配质量方面要求比较高。
搭接接头的两焊件不在同一平面上,这样会浪费金属。并且在受力时,还会产生附加应力。这种接头形式适于薄板焊件。
(3)T形接头是结构非直线连接中应用最广泛的连接形式。
角接接头在进行直角连接的构建时会被采用,通常仅仅起到连接的作用,并不会承受工作所产生的载荷。
结构焊接时,具体选用哪种形式的焊接接头,主要依据焊件的结构形状。同时,也要依据使用要求以及焊件的厚度来进行选择。此外,还应考虑坡口加工的难易程度,以及焊接方法的种类等其他因素的要求。
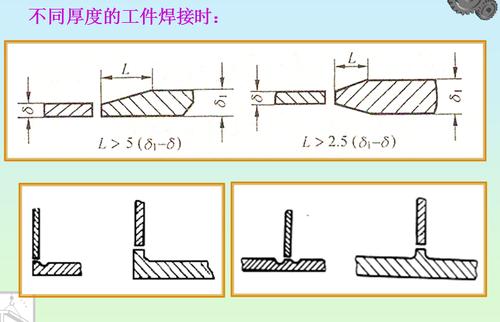
不同厚度的工件焊接时:
三、坡口形式的焊接
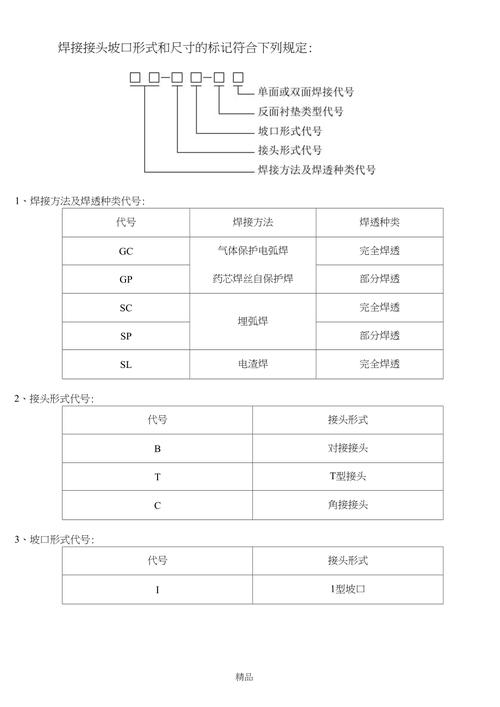
为了满足设计或工艺的需求,需要在焊件待焊的部位进行加工,并且将其装配成具有一定几何形状的沟槽,这种沟槽就被称为坡口。关于各种沟槽的形式,可以参考 GB/T3375-94。
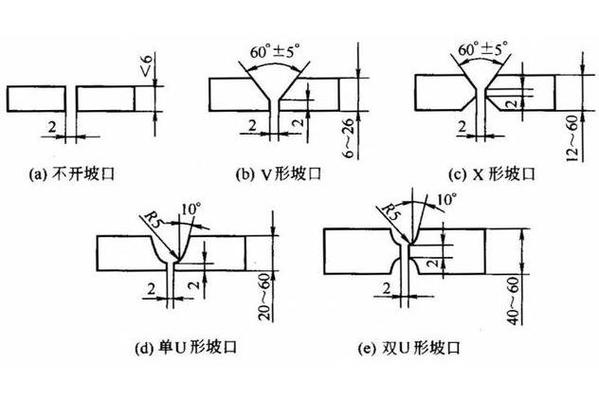
用焊条电弧焊来焊接板厚在 6mm 以下的对接焊缝时,通常可以使用 I 型坡口直接进行焊接。然而,当要焊接厚度大于 3mm 的构件时,就需要开坡口。当板厚处于 6mm 至 26mm 这个范围时,常常会开单面坡口。而当板厚处于 12mm 至 60mm 这个范围时,通常会开双面坡口。单面坡口的可焊性较为良好。然而,它存在焊条消耗量较大的问题,并且在焊后容易产生角变形。双面坡口受热比较均匀,其变形相对较小,焊条的消耗量也较少。但双面坡口必须进行两面施焊,有时候会因为构件结构的限制,不太容易实施。
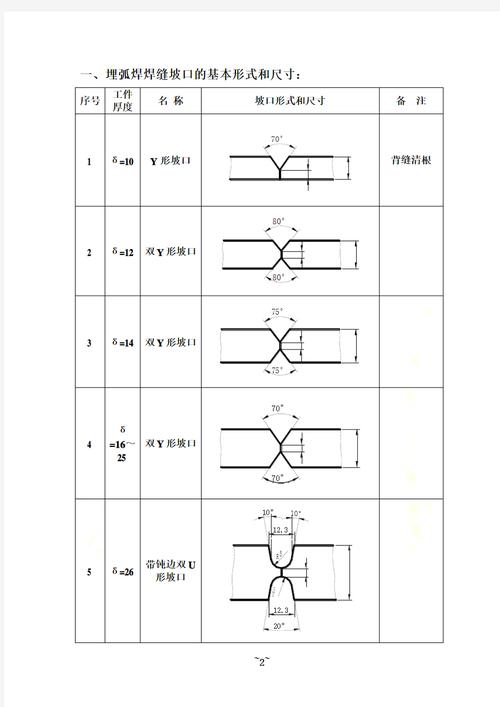
埋弧焊的接头形式和焊条电弧焊的接头形式基本相同。因为埋弧焊选用的电流比较大,熔深也比较大。所以在板厚小于 12mm 的时候,可以直接采用 I 形坡口进行单面施焊。在板厚小于 24mm 的时候,可以直接采用 I 形坡口进行双面施焊。而焊更厚的构件时,就需要开坡口了。
四、焊缝的布置
1、焊缝布置应尽量分散
2、焊缝的位置应尽可能对称布置
3、焊缝应尽量避开最大应力断面和应力集中位置
焊缝最好避开机械加工表面。如果焊缝没有避开机械加工表面,那么就极有可能崩毁刀具,并且也容易因为切削而降低强度。
5、焊缝位置应便于焊接操作





