


1.焊接设备分类有哪些?
焊条电弧焊设备,钨极惰性气体保护焊设备,二氧化碳气体保护焊设备,埋弧焊设备,电渣焊设备。
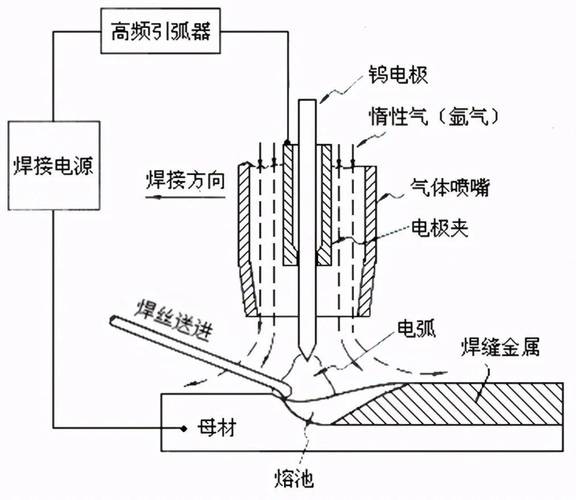
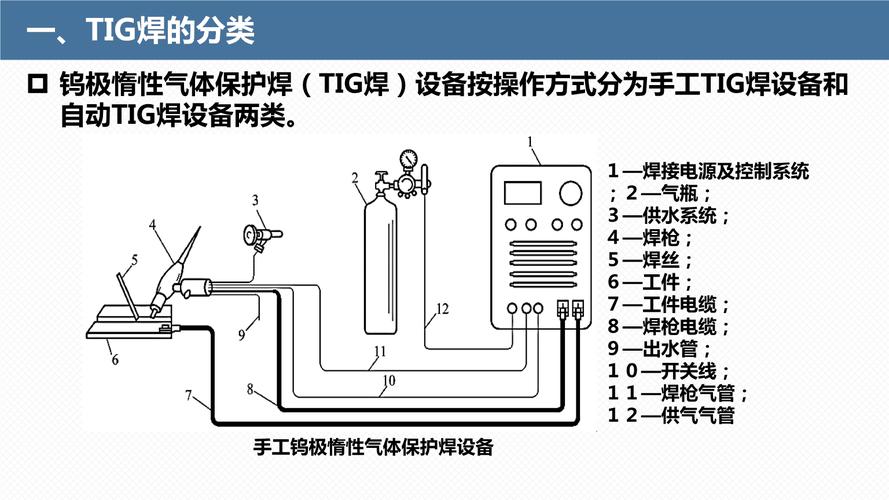
2.钨极惰性气体保护焊设备,按焊接操作自动化程度分为:
手工和自动、两大类。
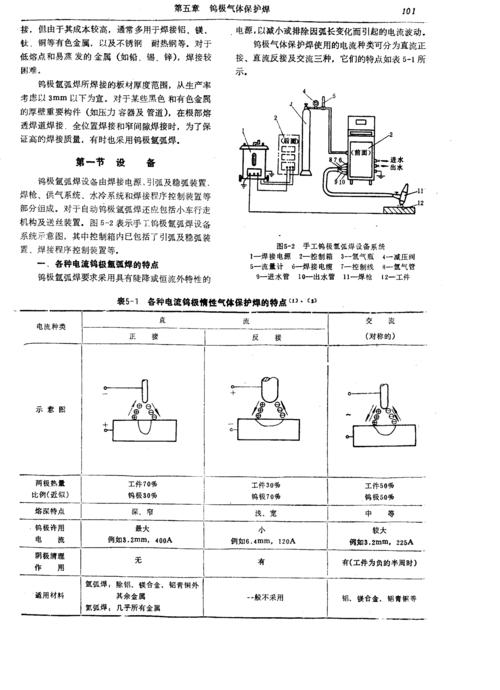
3.钨极惰性气体保护焊设备,按焊接电流分类可分为哪些?
直流、交流、脉冲电流、钨极惰性气体保护焊设备。
4.埋弧焊设备按焊接过程的自动化程度可分为哪些?
机械化、自动、全自动、三类。
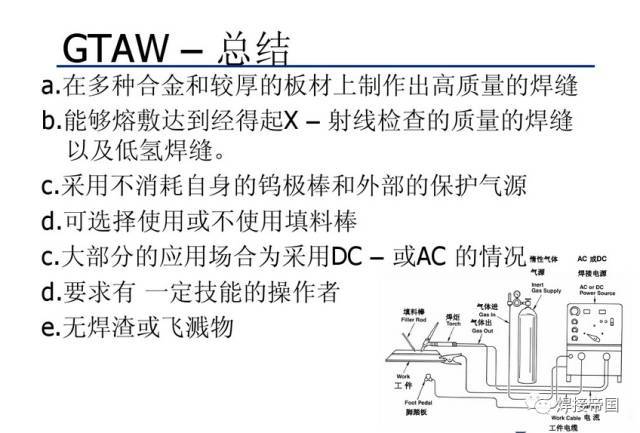
5.钨极惰性气体保护焊的应用:
应用的金属材料种类较为繁多。其中,除了铅和锌这两种熔点低且易挥发的金属材料之外,其他的金属材料都可以使用钨极惰性气体保护焊机来进行焊接。
适用于一定的接头范围0.5到4mm,
适用于多种焊接位置,包括平焊、平角焊、立焊、横焊、仰焊。还适用于水平固定的管件对焊接头的全位置焊。
适用于焊接自动化。
焊接的分类,按照熔渣的酸碱性来划分的话,有碱性焊条,也就是低氢型焊条,还有酸性焊条。
7.焊条选用原则:
1.焊缝金属的力学性能和化学成分匹配原则:
规定要求焊缝金属要与母材达到等强度,所以应当选用那种熔敷金属的抗拉强度等于或者稍微高于母材的焊条。
对于合金钢,要求焊缝金属合金成分与母材相同或相近。
在焊接结构具有刚性大的特点时,在接头应力高的情况下,在焊缝易产生裂纹的不利情形下,应当选用比母材强度低的焊条。
母材中硫、磷、碳等元素含量偏高时,焊缝容易产生裂纹。所以应选用抗裂性能好的低氢型焊条。
2.保证焊接构件的使用性能和工作条件原则。
承受动荷载和冲击荷载的焊件,除了要满足强度方面的要求之外,主要应当保证焊缝金属具备较高的塑性,同时也要保证焊缝金属具备较高的韧性。
可选用塑、韧性指标较高的低氢型焊条。
3.具有焊接工艺可操作性原则。
当焊件的焊接部位不能翻转时,应选用适合全位置焊接的焊条。
对于受力不大的焊件,以及焊接部位难以清理的焊件,应当选用这样的酸性焊条,这种酸性焊条对铁锈不敏感,对氧化皮不敏感,对油污也不敏感。
在狭小或通风条件差的场合,应选用酸性焊条或低尘焊条。
4.提高生产率和降低成本原则。
当酸性焊条和碱性焊条都能够满足要求时,应尽可能选用酸性焊条。对于焊接工作量较大的结构,如果有条件的话,可以选用高效率焊条。
8.高效率焊条有哪些?
高效不锈钢焊条、重力焊条、立向下焊条、铁粉焊条、底层焊条、
9.焊接用的保护气体有哪些?
二氧化碳、氧气、氢气、氩气、氮气、氦气、
切割使用的助燃气体是氧气,可燃气体有乙炔,还有丙烷、石油气、天然气。
下列钢结构所使用的焊接材料,需要按照到货的批次来进行复验,只有复验合格之后才可以使用。
1.建筑结构安全等级为一级的一二级焊缝、
2.建筑结构安全等级为二级的一级焊缝、
3.大跨度的一级焊缝、
4.重级工作制吊车梁结构中的一级焊缝、
球罐使用的焊条以及药芯、焊丝需要按照批号来进行扩散氢的复验。对于焊条、焊丝、焊剂等,如果超过了期限,就应该经过复验并且合格之后才能使用。
存放焊条的库房应装有温度计,库房内温度不得低于 5 度;存放焊条的库房应装有湿度计,库房内湿度不得大于 60%。
焊条药皮的水分主要有吸附水(温度超过100度时蒸发、)
结晶水(温度为200-400度时蒸发)
化合水(更高温度下去除,)
酸性焊条的烘干温度处于 70 度到 150 度之间,其保温时间为 1 小时到 1.5 小时。
碱性焊条的烘干温度在 300 度到 400 度之间,保温时间是 1 小时到 2 小时。
焊条应随烘随用,并存放在保温桶内,以免再次受潮。
焊接时可以采用加热的方法,也可以采用加压的方法,还可以二者并用。基于此,焊接可分为熔化焊、压力焊以及钎焊这三种。
15.熔化焊分为:电弧焊、电渣焊、电子束焊、气焊、激光焊、
其中电弧焊是最为常见的一种。它又可以分为以下几种:有焊条电弧焊;有埋弧焊;有离子焊;有气体保护焊。
16.压力焊可分为:
高频焊、冷压焊、电阻焊、爆炸焊、摩擦焊、扩散焊、超声波焊、
钎焊的意思是:选用壁母材熔点低的金属材料当作钎料,当加热温度处于钎料的熔点之上且母材熔点之下时,借助液态钎料对母材进行润湿,将接头缝隙填满,并且在与母材相互扩散的作用下实现连接焊接的方式。此方式包含硬钎焊和软钎焊这两种。
18.焊接接头由哪些部分组成?
焊缝、熔合区、热影响区、母材金属、
19.焊接接头形式有哪些?(对角搭t子)
对接接头、角接接头、搭接接头、T型接头、
20.焊缝在施焊时的空间位置有哪些?
立焊缝、平焊缝、横焊缝、仰焊缝、
21.焊缝的结合形式有哪些?
对接焊缝、角焊缝、端接焊缝、塞焊缝、槽焊缝、
21.对接接头、焊缝形状尺寸包括哪些?
焊缝长度、焊缝宽度、焊缝余高、
22.T形接头对接焊缝或角焊缝形状尺寸包括哪些?
焊脚、焊脚尺寸、焊缝凹凸度、
应进行焊前预热和焊后热处理,这样能防止延迟裂纹的产生。如果不能及时进行热处理,那么就应在焊后立即进行后热钢结构对接接头大间隙焊接技术试验研究王永,后热温度为 200 到 350 度,并且要保温缓冷。焊后热处理可以降低焊接残余应力,也能防止裂纹的产生。
焊接工艺评定是为了验证拟定的焊接工艺是否正确而进行的试验过程以及对结果的评价。焊接工艺评定需要在本单位开展,要由本单位操作技能娴熟的焊接人员,利用本单位的设备来焊接试件。
进行焊材送检;准备预焊接工艺规程 pwps;出具焊接工艺评定报告 PQR;制定焊接工艺规程 wps;编写焊接作业指导书 WWI;开展焊接作业
焊工焊接时所使用的作业指导书,能够确保施工时质量的再现。一个焊接工艺评定报告能够用来编制多个焊接作业指导书,而一个焊接作业指导书可以依据一个或者多个焊接工艺评定报告进行编制。
26.压力容器施焊前哪些需要工艺评定?
受压元件的焊缝,受压元件母材表面的堆焊与补焊,与受压元件相焊接的焊缝,熔入永久焊缝内的定位焊缝,
以及上述焊缝的返修焊缝、
工业管道的承压件与承压件进行焊接时,应采用经评定合格的焊接工艺;工业管道的承压件与非承压件进行焊接时,也应采用经评定合格的焊接工艺。
28.钢结构工程中施工单位对哪些应进行焊接工艺评定试验?
首次采用的钢材需要进行焊接工艺评定试验;首次采用的焊接材料需要进行焊接工艺评定试验;首次采用的焊接方法需要进行焊接工艺评定试验;首次采用的焊接接头需要进行焊接工艺评定试验;首次采用的焊接位置需要进行焊接工艺评定试验;首次采用的焊后热处理需要进行焊接工艺评定试验。
29.焊接工艺参数分为重要因素、补加因素、次要因素三种。
重要因素包括焊丝类别、焊接方法、母材分类、母材厚度、预热情况、焊后热处理情况、保护气体种类、电流种类以及极性。
口诀为:焊丝法材热气流,,因素变化后需要进行重新评定。
补加的因素有:线能量;平焊改为立焊;多道焊改为单道焊;当因素发生变化后,如果有冲击韧性要求,就上调;如果没有冲击韧性要求,就下调。
次要因素包含以下方面:坡口的形式以及尺寸;焊丝的规格;保护气体的流量;在这些因素发生变化之后,无需再次进行评定。并且需要重新编制焊接工艺规程。
30.降低焊接应力的措施有哪些?
设计措施和工艺措施
设计措施包含以下方面:对设计结构进行优化;降低焊缝的数量;减小焊缝的尺寸;防止焊缝过度集中。
工艺措施包含以下方面:一是采用较小的焊接线能量;二是合理地安排装配焊接顺序;三是进行预热拉伸,以补偿焊缝收缩;四是在焊接高强度钢时,选用塑性较好的焊条。
工艺措施包括:
1.采用较小的焊接线能量,
2.焊接高强度钢时、选用塑性较好的焊条、
3.合理安排装配焊接顺序、
4.预热、
5.预热拉伸、补偿焊缝收缩、
6.层间进行锤击(焊后)、
7.焊后热处理、
8.利用振动法来消除焊接残余应力。
9.消氢处理、
31.预防焊缝变形的措施有哪些?
3.采取在焊接工艺方面合理的措施。
设计措施包含以下几个方面:一是合理地选择焊缝的数量以及长度;二是对焊缝位置进行合理的安排;三是恰当选择坡口的形式。
工艺措施包含以下几个方面:一是采用合理的焊接顺序和方向;二是运用合理的焊接方法;三是控制合理的焊接线能量。
装配工艺措施包含以下几种:其一为预留收缩余量法;其二是刚性固定法;其三为反变形法;其四是合理选择装配程序。
32.焊接变形的危害表现有哪些?
会使装配质量降低,会让承载力下降,会对外观质量产生影响,会增加矫正工序,会使制造成本提高。
焊接变形可以分为两类,一类是在焊接过程中产生的瞬态热变形,另一类是在室温条件下形成的残余变形。
残余变形分为焊件的面内变形和面外变形。面内变形的关键在于收缩和回转。其余情况为反选。
34.焊接质量检验方法有两种:破坏性检验和非破坏性检验
35.破坏性检验包括:
力学性能试验、化学分析试验、金相试验、焊接性试验、
力学性能试验包括:(口诀:大力,曲硬拉断击疲)
弯曲试验,这是一种试验类型。硬度试验,也是一种试验。拉伸试验,同样是一种试验。断裂性试验,属于试验范畴。冲击试验,是一种特定的试验。疲劳试验,也是一种试验。
化学分析试验包括:
化学成分分析、不锈钢晶腐蚀试验、焊条扩散氢含量测试、
金相试验包括:宏观组织和微观组织、
36.非破坏性检验包括哪些?
外观检验。无损检测包含多种方式,其中包括渗透 pt、磁粉 mt、超声 ut 以及射线检测 rt。
37.焊前质量检验包括哪些?
母材以及焊材,还有零部件的主要结构尺寸,组对的质量,坡口的清理检查,焊接之前的确认
通常把组对后、焊接前检查、确定为质量控制点。
38.焊中质量检验有哪些?
定位焊缝需要先清除其渣皮,然后再对定位焊缝的表面质量进行检查。
多层多道焊时,每层焊完之后,应当马上对层间进行清理,并且要测量多层间在焊前的温度。
应检查后热的加热范围,应检查后热的温度钢结构对接接头大间隙焊接技术试验研究王永,应检查后热的时间,并形成记录。
39.焊后质量检验:
焊缝表面不允许出现以下缺陷:其一,表面气孔;其二,外漏夹渣;其三,裂纹;其四,未焊透;其五,未熔合;其六,未焊满。
允许存在的缺陷包含以下几种:其一为咬边;其二是角焊缝厚度不足;其三是角焊缝焊脚不对称。
容器焊接后应检查几何尺寸。具体包括以下几个方面:一是同一端面最大内直径与最小内直径之差;二是椭圆度;三是矩形容器界面上最大边长与最小边长之差;四是焊接接头棱角度(包括环向和轴向)。
41.焊缝内部无损检测:射线检测和超声检测。
射线检测的优点在于:其一,检测结果能有直接记录在底片上;其二,可以获取到缺陷的投影图像;其三,对于缺陷的定性以及长度测量较为准确;其四,在检测体积缺陷和薄壁工件中的缺陷时,检测率较高。
速度较慢。
- 检测速度较快。
缺点是:缺陷定性困难,定量精度不高。





