


金属结构工程检查内容和要求
金属结构工程制造,安装和运行的检查内容,频率和技术标准应满足表6-6的要求。
二聚体结构的常规项目测试方法

用于金属结构工程的常规测试项目主要包括:涂料厚度,油漆膜粘附,焊接超声波漏洞检测,栅极测试,压力钢管液压测试,开放和关闭机器试验操作测试等。每种测试项目的相应测试方法简要描述如下。
(i)检测膜厚度的方法
1。用于检测涂层厚度的厚度规的准确性不应小于±10%。
2。在测量之前,应在标准块上校准该仪器,以确认测量精度满足要求。
3。在测量过程中,应在1DM2的参考表面上进行三个测量,每个测量的位置应相距25〜75mm。这三个测量值的算术平均值应作为参考表面的局部厚度。当在涂层之前用表面粗糙度大于100微米的表面粗糙度测量涂层时,其局部厚度应为5个测量值的算术平均值。
4。在平坦的表面,每10m2至少测量3个局部厚度;在具有复杂结构和小面积的表面上,应每2m2测量一个局部厚度。测量局部厚度时,您应该注意参考表面分布的均匀性和代表性。当对产品规格或设计有其他要求时,应根据产品规格或设计实施。
(ii)检测油漆膜粘附的方法
1。在确认涂层干燥的前提下,握住切割工具,使刀垂直于基板表面,均匀地施加力,并使用适当的间距指南设备来形成在涂层均匀切割速率。剪切数字。所有插条都应切成基板的表面。重复上述操作,然后制作相同数量的并行切割线,以90度角与原始切割线相交以形成网格模式。
2。均匀拉出压力敏感的胶带,卸下前部,然后将胶带切下约75毫米长,将胶带的中心点放在网格上方,方向应与一组切割线平行,然后然后用手指放置胶带。将网格区域上方的区域弄平,胶带长度应在网格上方至少20mm。为确保胶带与涂层保持良好接触,请用指尖硬擦胶带。仅当胶带和涂层完全接触时,测试结果才有效。
3。在粘贴胶带后的5分钟内,握住胶带的悬挂端,胶带的撕裂部分和粘贴部分的角度为60度,并在0.5〜1.0 s内平滑地撕开胶带。
4。在检查的标本上至少执行3个不同的位置。如果三次的结果不一致并且差异超过一个水平,则应在3个以上的位置以上重复上述测试。如果测试结果仍然不一致,则应报告每个测试结果。
(iii)焊接接缝的超声波缺陷检测方法
1。测试准备:
探针移动区域的探针表面应从焊接,铁档案,油污渍和其他外部杂技的焊接中去除。缺陷检测表面应平坦且光滑,这有助于对探针进行自由扫描。卸下剩余高度的焊缝时,应抛光剩余的高度,以与相邻的基本材料齐平。如果焊缝表面上有磨碎,大凸起和凹陷表面磨碎,则还应适当抛光和平滑剩余高度的焊缝,以影响检查结果的评估。在焊接检查之前,应标记检查部分,并应标记检查部分编号。并完成仪器和设备的检查和校准。
2。缺陷检测
2.1为了检测纵向缺陷,倾斜的探针垂直于缺陷检测表面上的焊缝中心线,并进行了锯齿扫描。向前和向后探测的运动范围应确保扫描所有焊接横截面和热影响区域。在保持探头的垂直焊缝时,它也应从10°-15°左右旋转。
2.2为了检测焊缝和受热区域中的横向缺陷,应进行平行和倾斜的平行扫描。
一个。在B级检查过程中,扫描探针和焊缝的中心线,平行于边缘。
b。在C级检查过程中,将探针放在焊接和热影响区域,以在两个方向上平行扫描。当焊接底物材料的厚度超过100mm时,应在焊缝的两侧进行平行扫描或两种类型的扫描。使用角度探针(45°和60°或45°和70°一起使用)用于在一侧的两个方向上平行扫描;两个45°探针也可以用于串联平行扫描。
c。对于电磁焊缝,还应添加焊缝中心线45°的倾斜扫描。
2.3为了确定缺陷的位置,方向,形状,观察缺陷的动态波形,或将缺陷信号与伪信号区分开可以使用周围。
2.4记录扫描结果。
3。根据漏洞检测完成后的规格进行评分。
(iv)门测试
1。安装大门后,应在没有水的情况下进行全部冲程打开和关闭测试。在测试之前,检查钩子是否灵活且可靠;是否抬起填充阀并在中风范围内自由降低,是否在最低水平上紧紧停止,与此同时,必须清除门刀片和门上的所有碎屑检查。连接状态。打开和关闭时,水和润滑橡胶水密封。
2。在大门的开口和关闭期间,检查辊子的操作,支撑铰链,顶部,底部枢轴和其他旋转部件,无论是在抬起还是旋转的左侧和旋转过程中,左侧和右侧是否存在任何障碍物开口和关闭设备的同步,以及是否对橡胶水密封有任何损坏。
3。大门都在工作区域中,使用照明或其他方法检查橡胶胶密封的压缩度,并且不应有透明度或间隙。如果大门是上游的水站钢结构常规检测项目,则应在支撑装置和轨道接触后进行检查。
4。当栅极承受设计头的压力时,穿过1m长的水停靠范围的水量不得超过每秒0.1升。
(v)压力钢管的水压测试
1。在填充水,临时支撑零件,支撑件,工具夹,起重设备等之前,应抬起钢管或叉管上的水;并修复管壁上的焊接疤痕。
2。填充水时,填充水时应在最高点安装排气管,然后在加压之前必须用尽排气。
3。加压时,压力应分阶段加载,加压速度不应大于0.05mpa/min。首先慢慢增加工作压力并维持超过30分钟。目前,压力表指针应保持稳定,而不会发抖。检查钢管。如果情况正常,请继续加压;当将最大测试压力升至最大测试压力时,将其保持超过30分钟。目前,压力表指示的压力不应改变;然后掉落到工作压力以保持30分钟以下。
4。在水压测试期间,钢管应没有渗漏,混凝土应没有裂缝钢结构常规检测项目,码头应没有异常的位移和其他异常情况。
5。测试完成后,应立即将管道的压力排放到钢管中的水自重压力上。只有在确认管道截面上端的排气管阀被打开后,才能在钢管中进行排水操作。
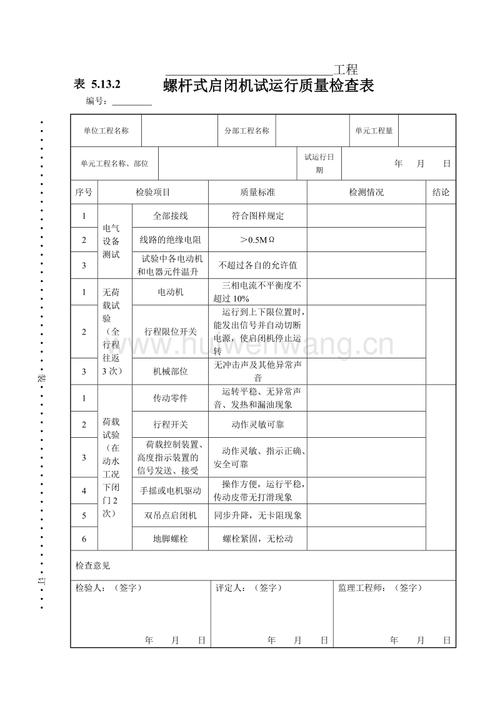
(vi)开放和关闭机的测试
1。电气设备测试:电源连接测试之前,应检查所有接线并符合图纸的规格。线的绝缘电阻应大于0.5mΩ。在测试过程中,电动机和电气组件的温度升高不能超过相应的允许值,并且测试应使用机器自己的电气设备。
2。无负载测试:没有门的操作测试在整个冲程中应在开口和关闭机上的播放器上来回三遍;电动机的三相电流不平衡不得超过10%,并且电气设备中不得有异常的加热现象。关闭的机器运行到中风的上和下限。主命令开关可以发送信号并自动切断电源以停止启动和关闭机器。当所有机械组件都运行时,不应有影响声音或其他异常声音。电线绳不得在任何部分。与其他组件的摩擦。
3。负载测试:在设计头部条件下应在开口和关闭机上进行栅极测试。用于开放和关闭机器的机器开口和关闭机器或事故门开口和关闭机器,开口和关闭水的开口和关闭机器,开口和关闭水的开口和关闭水,应在操作水下两次关闭门状况;在负载测试期间,电动机的三相电流不平衡不得超过10%。电气设备不应具有异常的加热现象,所有保护设备和信号都应准确且可靠;所有机械组件在操作过程中不应具有任何影响。刹车应该没有滑动;开口和关闭机的快速门关闭时间应满足设计要求,快速关闭的最大速度不应超过5m/min;在试验测试之后,该机制的所有组件不得破坏,永久变形,松动或损坏,并且电气设备不应引起异常加热。





