


摘要:通过化学成分分析、硬度试验、楔入载荷、保证载荷及紧固轴向力检验,了解了某批次规格为M20 mm×10.9S扭剪型高强螺栓连接副紧固轴向力不足的原因。 80 毫米是低分析。结果表明,该批高强螺栓连接副质量合格,但在包装和运输过程中受干燥环境影响,导致其表面磷化膜风化,润滑性降低,轴向摩擦增大,从而减少紧固轴向力。
关键词:扭剪型高强螺栓连接副;钢结构;紧固轴向力
CLC 分类号:TG113.25 文档代码:B 文章编号:1001-4012 (2009) 12-0777-03
10.9S扭剪型高强螺栓连接副具有强度高、施工简便、施工效率高的优点。广泛应用于国内外各种钢结构工程。笔者对中泰化工二期电站锅炉钢架安装采用的规格为M20mm×80mm,对10.9S扭剪型高强螺栓副进行紧固轴向力试验时发现:紧固轴向力低于GB/T3632-2008要求的范围。但该批螺栓副出厂前紧固轴向力检验合格。 。为此,笔者对螺栓副拧紧轴向力低的可能原因进行了检查和分析,包括螺栓副的内部和外部质量。
1 理化测试
1.1 化学成分分析
抽取一组螺栓,按照GB/T223系列标准,用CS71碳硫仪和7230G分光光度计对螺栓、螺母、垫圈的化学成分进行测试。结果如表1所示,可见螺栓成分符合GB/T3077-1999 20MnTiB钢化学成分要求,螺母、垫圈成分符合GB/T699-1999化学成分要求对于45钢。
1.2 硬度检验
采用HLN-11A型便携式里氏硬度计按照GB/T 230.1-2004对螺栓、螺母、垫圈进行硬度试验。结果如表2所示,检验结果均符合GB/T3632-2008[1]对10.9S高强度螺栓连接副的螺栓、螺母、垫圈的硬度要求。
1.3 螺栓楔块载荷检查

按照GB/T3632-2008提取8组螺栓,在新型三思SHT4605微机控制电液伺服万能试验机上进行楔块载荷试验。测试结果为356、378、330、357、367、360、359和330kN。检验的所有螺栓均符合GB/T 3632-2008[1]对10.9S螺栓二次楔载荷(335~375kN)的要求。
1.4 螺母保证载荷检查
选择8组螺栓对和10H级螺母,按GB/T3632-2008进行保证载荷试验。首先将被测螺母拧入螺纹芯轴中,保持SHT4605微机控制电液伺服万能试验机卡盘移动速度≤3mm·min·n-1,施加315kN的载荷, 15秒。卸载后,测试的螺母没有出现脱扣或破裂的迹象,用手可以顺利拧出。试验结果证明,被测螺母的保证载荷满足标准要求[1]。
1.5 螺栓副紧固轴向力检查
对送检的螺栓对进行磷化和润滑。 ①磷化处理:先用10%盐酸在常温下酸洗,除去金属表面的氧化层,然后用清水冲洗干净,放入75-85℃磷化槽中磷化5-10分钟,然后置于30~75℃热水中冲洗,使灰黑色磷化膜自然干燥。目的是改善连接副的表面状况,补偿螺栓副因在干燥条件下运输、储存而造成的螺栓副表面磷化膜的损失,以保证螺栓检验条件尽可能接近尽可能达到出厂条件,减少紧固轴向力测量值的偏差。 ②润滑处理:将干燥后的产品放入80~90℃的润滑槽中进行润滑处理。 3至5分钟后,膜层外观呈灰白色并干燥。目的是提高表面干燥度,补偿因气候干燥、包装不良造成螺栓次表面膜层损失而造成的偏差。
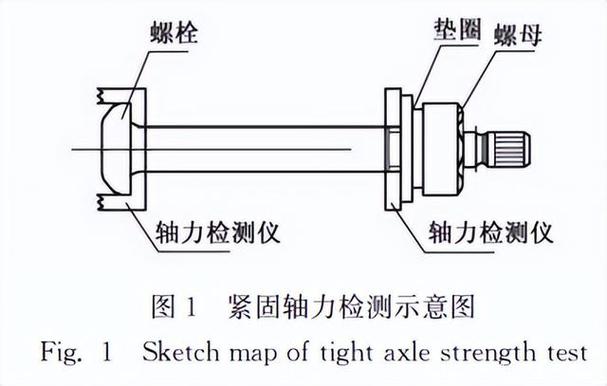
根据GB/T3632-2008的规定,选取8组螺栓对在YJZ-500型轴力检测仪上进行紧固轴力检验。装置示意图如图1所示。垫圈的倒角面应面向螺母支撑面。用电动扭矩扳手对连接副施加轴向力,以螺栓梅花头扭断时轴向力计记录的峰值作为测量值。每个连接对(螺栓、螺母和垫圈)只能测试一次,不能重复使用。首先对送检的螺栓副进行检验,然后对经过磷化和润滑处理的螺栓副重新进行检验。测试结果如表3所示。
拧紧轴向力标准差的计算公式为:

从表3可以看出,检验状态下螺栓副的拧紧轴向力低于GB/T3632-2008要求值;经磷化处理和润滑处理后,螺栓副的拧紧轴向力及拧紧轴向力标准偏差均符合GB/T3632-2008的要求。
2 讨论
钢结构用10.9S扭剪型高强螺栓紧固副轴向力偏低是新疆复检中普遍存在的问题。上述管理检验结果表明,该螺栓副的材质、硬度、强度指标等内在质量均合格;送检状态下螺栓副的紧固轴向力较低,经磷化处理和润滑处理后,检测的紧固轴向力均符合标准要求。由此可见,螺栓副的外部质量导致其拧紧轴向力较低。螺栓副包装运输过程中,由于新疆气候干燥,螺栓副出厂时表面磷化膜风化,润滑性降低,增加了螺栓的轴向摩擦力配对钢结构高强螺栓检测,最终导致被测紧固轴功率低甚至不合格。因此,检验单位的检验人员在样品采集和检验过程中应注意上述情况。必要时,应要求受检厂家对其产品进行适当的磷化和润滑处理钢结构高强螺栓检测,使受检样品尽可能保持出厂时的状态。以免影响测试结果。
3 结论
钢结构用10.9S扭剪型高强螺栓连接质量合格。但在包装和运输过程中受到干燥环境的影响,导致表面磷化膜风化,润滑性降低,轴向摩擦增大,造成紧固问题。轴向力偏低的现象;这个问题可以通过磷化处理和润滑处理来解决。
参考:
[1] GB/T3632-2008 钢结构用扭剪型高强螺栓连接副 [S]
材料与测试网>期刊文章>理化测试-物理卷>45卷>12期(pp:777-779)>





