


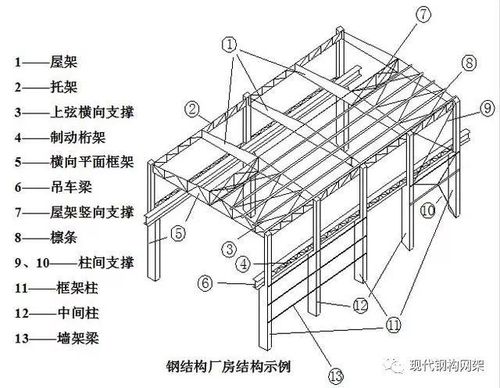
1、结构介绍
重型钢结构厂房多为框架或货架结构,配备一台或多台重型起重机。厂房内一般布置一层或多层钢结构平台。钢结构材料多为宽翼缘H型钢。安装方法 大多采用高强度螺栓连接。因此,焊接H型钢的构件制造工艺和高强螺栓安装的质量控制是工厂结构质量的关键。我们以汽轮机厂为例简单说明一下以上两点。
汽轮机厂房屋顶为单坡网架结构,网架坡底板标高为26.20 m,坡底滚珠轴承标高为28.54 m,坡顶滚珠轴承高32.04m;跨度39m,柱距10m,地下室层顶标高-10.50m,运行层标高+8.3m,除氧层标高+13.30m; +8.25m层、+13.25m层+29.4m层等均采用H型钢,材质为Q235B、HE700B、HE600A、HE500A等作为平台梁,上覆格栅板或花纹钢板。项目体积约为888吨。
机房内有85吨、20吨桥式起重机两台。其轨道顶高程为21.60 m。涡轮机房外墙采用灰白色压型钢板,配以灰蓝色压型钢板彩条。
2、焊接H型钢的制造工艺
本项目设计采用轧制H型钢,型号为HE600A、HE700B、HE700A、HE500A。但由于设计所需的轧制H型钢在市场上买不到,所以批准了设计变更,采用了焊接H型钢。
1、确定生产工艺方案
焊接H型钢采用H型钢生产自动流水线生产钢结构工程材料复检和检测项目,焊接方法为埋弧焊。
焊接工程师根据施工图中所有焊接接头类型、母材材质、厚度、焊接位置,结合所采用的焊接方法进行综合考虑,并按照相关焊接工艺进行焊前严格、彻底的焊接工艺评定试验资格标准。使用评估报告中的焊接参数作为焊接的指导文件。
焊工必须参加焊工考试并取得相应资格。焊接考试合格后,才能进行相应资格的焊接作业。所有参加焊接的焊工必须按照相应焊接工艺规程的规定进行操作。
2、原材料修正
钢材在储存、运输、吊装等过程中不当会造成变形,影响切割材料的精度。因此,在切割材料之前应对变形的材料进行矫正。主要采用机械校正方法,如钢筋矫直机、压力机等设备进行校正。
3. 卸货
根据图纸尺寸进行钢板排版。排版时预留焊接收缩余量和加工余量。余量为25~30mm。使用数控多头直条切割机进行切割。切割前应检查气源是否充足,割嘴是否通畅。 ;切割过程中观察火焰是否正常;切割后,清除元件表面的毛刺、飞溅物、熔渣并打磨光滑,并按规范码放整齐。
对于长度不够的板材,在横向拼焊完成后进行纵向切割。
4、切割后修正
针对数控冲裁后翼缘板、腹板的变形,采用火焰修正法进行修正。其主要变形为侧弯,采用直线法和三角形法进行火焰校正。
5. 组装
采用H型钢自动组装机进行组装。组装前,用抛光机除锈,并对焊接区域进行抛光;然后将下翼缘提升至装配机平台,再将腹板提升至装配机平台,控制自动夹紧装置使腹板与翼缘中心线同步前进,进行自动点焊。最后,将部件翻转,将上法兰吊装到位,进行自动组装。
装配完成并检验合格后方可进行焊接。
6. 焊接
焊接前检查埋弧焊设备是否正常;焊剂、焊丝是否充足;焊接过程中及时观察焊接操作情况;焊接完成后,及时清理焊缝表面缺陷,自检合格后在指定位置加盖焊工编号,交给专职检验人员目视检查。
7. 焊后修正
检查钢梁的表面状况并清除所有杂物。使用钢筋矫直机进行矫正时,观察矫正变形是否正常。每次校正后,测量变形并确定下一次校正量,直至校正合格。
8、连接板和加强板的焊接
焊接前,将焊接区域清理干净,检查间隙是否符合标准;焊接加强板时,两名焊工从构件中部向两端对称焊接。
焊接时先对腹板焊缝进行打底焊,再对翼缘板焊缝进行打底焊;一侧焊缝底焊完成后翻面,对另一侧补强板焊缝进行底焊。覆盖;再次翻转以覆盖焊缝,以减少焊缝的收缩和弯曲。
端板、加强板、连接板的打底、填充、覆盖交替进行,减少构件匝数。
9、焊后修正
平台梁端板、加强板和连接板的焊接变形主要为弯曲变形和角变形。焊接过程中,主要通过合理的焊接顺序和焊接参数来减少焊接变形。但由于端板焊缝是单边的,存在角变形。
对于弯曲变形过大,采用500t压力机进行矫正;对于角度变形过大,则采用氧乙炔火焰进行矫正。
10. 绘画
根据设计要求,钢结构件表面底漆为:底漆:X06-1磷化底漆,两道178环氧底漆;中间漆:CH201高防腐漆两道;面漆:两层彩色醇酸面漆。
采用喷砂除锈,喷砂后必须在4小时内涂漆。环境温度应在5~38℃之间,相对湿度不大于85%,并必须符合涂料产品说明书的要求。
现场安装时,焊缝30~50mm暂时不涂漆,螺栓孔周围50mm不涂漆,高强螺栓连接摩擦面不涂漆;未涂漆的部分应用胶带覆盖,且胶带覆盖必须牢固
每涂一遍油漆后,构件表面涂层应均匀、附着良好,并符合设计和规范要求。使用漆膜测厚仪检测漆膜的厚度。
油漆涂装合格后,用记号笔进行标识移植。
施工环境要求:施工过程中环境温度应高于3℃。雨天、构件表面有凝露或空气湿度超过85%时不宜进行室外施工。雨天对未涂膜的涂层进行遮盖和保护。
11、防火涂料施工
构件需保护的部位应涂有阻燃涂料。钢结构表面防火涂料的施工应严格执行GB14907-94《钢结构防火涂料通用技术条件》及其他相关技术规范和标准。
施工前,必须对经过喷砂除锈并涂装防锈底漆的钢结构表面进行除尘、去污。方法可采用手工清洗和钢刷清洗。除尘处理合格后,涂装防火涂料。
正式施工前,需要严格按照GB14907-94《钢结构防火涂料通用技术条件》的要求制作各种涂料小样并进行试验。如果小样合格,将制定防火涂料施工工艺。
防火涂料施工时为了达到良好的附着力,第一遍涂刷应薄薄地覆盖基材的70%以上,第二遍涂刷应间隔24小时。厚度不宜超过300μm,此后每24小时涂抹一次。涂刷一次后,防火涂料最终干膜厚度应达到钢梁1小时的耐火极限。
施工后涂装要求:施工后涂装应符合GB14907-94《钢结构防火涂料通用技术条件》的要求。防火涂料涂装后钢结构工程材料复检和检测项目,涂层厚度80%及以上应满足有关耐火极限的设计要求,最薄处厚度不应小于设计要求的85%。薄涂阻燃涂料表面裂纹宽度不应大于0.5毫米,厚涂阻燃涂料表面裂纹宽度不应大于1毫米。防火涂料不得误涂、漏涂,涂层封闭,不得有分层、空鼓、明显凹痕、粉化、浮浆等外观缺陷。
3、高强螺栓施工安装
1、安装前的准备工作

提供土建工程验收报告,对预埋件进行验收和复验,验收合格后办理交接验收。
进入安装现场的钢结构构件应为合格产品。部件到达现场后,应对其进行检查和复验。钢构件的审查项目主要是与安装施工质量直接相关的数据,如外观几何尺寸、螺栓孔尺寸及间距、节点摩擦面、构件数量规格等。复检时,100 %的关键部件将被检查,其他部件将被随机检查20%至30%。复检时应做好所有复检记录。因运气不好造成的构件变形必须在施工现场纠正。
安装施工现场的钢结构构件存放区必须便于安装,并按照施工平面图堆放。钢结构构件存放场地必须预留构件运输通道、地面吊车行走路线等,构件必须摆放整齐,构件标签必须暴露,以便于核对、检查和施工。
2、构件吊装
钢梁安装前,应仔细检查钢梁安装的连接尺寸。所有安装连接尺寸满足安装要求后,用汽车吊将钢平台吊装到位。
钢梁就位后,为了便于控制方向,吊装前应在钢梁两端绑两根风绳。钢梁吊装后、就位前接近定位点时,速度应缓慢,防止钢梁撞柱。优越的。第一根钢梁吊装就位后,用φ12钢丝绳作为缆风绳进行临时固定,第二根钢梁吊装就位。
钢梁安装、调整、固定,整体结构尺寸稳定后,进行整体一次性校正。
3、高强度螺栓的存放
高强螺栓进入现场后,应按紧固件验收规则、包装和标志规定对制造厂提交的产品进行验收。高强螺栓应存放在防潮、防雨、防尘的仓库内,并按型号、规格分类。在安装现场领取螺栓时,必须根据当天使用的部位领取相应规格和数量的螺栓。现场严禁随意堆放,防止扭矩系数发生变化。
4、高强度螺栓的复验
在安装高强螺栓前,必须重新校核高强螺栓的扭矩系数。其平均值和变异系数应符合《钢结构高强度螺栓连接设计、施工及验收规范》的要求。
高强螺栓连接的摩擦表面处理必须符合《钢结构高强螺栓连接设计、施工及验收规范》的设计和要求。处理后的摩擦面必须保持干燥、清洁。安装前需对加工厂提供的摩擦系数试件进行重新测试。
5、高强螺栓安装顺序
高强螺栓的安装严格按下列程序进行:

摩擦面处理→摩擦面抗滑移系数测试→部件装配→检查螺栓孔同心度→确定拧紧顺序→安装螺栓→螺栓初拧→螺栓终拧→扭矩检查→防腐保护
5.1 摩擦表面处理
采用喷丸清理摩擦面的锈迹,否则喷丸后可能会出现红锈。连接板经喷丸处理,使其表面粗糙度满足设计要求。
5.2 摩擦面抗滑移系数测试
安装前应按有关标准逐批进行防滑系数测试,其最小值应符合设计要求。
5.3 零件组装
组装之前,必须清洁待连接的表面,以去除松散的锈迹、油污、油漆或其他污染物。高强螺栓连接的板材接触面应光滑,摩擦面应保持干燥、清洁。如果零件比较潮湿,应先将其干燥,并用软钢丝刷清除表面锈迹。
安装高强度螺栓前,用临时普通螺栓和手动扳手将两块连接板的摩擦面贴合在一起。临时螺栓的数量不得少于高强螺栓总数的1/3,但至少不少于2个。施工时严禁使用高强螺栓代替临时螺栓,防止损坏螺纹并引起扭矩系数的变化。
所有节点处理完毕后,安装高强螺栓。高强螺栓的穿入方向必须一致。安装时严禁强行穿入螺栓。如果螺栓无法穿过螺孔,请使用铰刀修整螺孔。用铰刀修整螺孔前,应将其周围的所有螺栓拧紧,使之紧贴在连接板上。稍后继续。
首先使用手动扳手进行初步拧紧。初始紧固轴向力一般为标准轴向力的60%~80%,但不小于标准轴向力的30%。初次拧紧后,使用扭矩扳手进行最终拧紧。并且应该在当天结束之前完成。
5.4 螺栓的初步拧紧
所使用的扭矩扳手必须经过校准合格后方可用于拧紧高强度螺栓。通过拧紧螺母来拧紧。
为了使拧紧工作能够不间断地有序进行,并使螺栓上的应力分布正确、均匀,必须按一定的顺序进行拧紧。应从螺栓组中心向外依次拧紧,并应在当天结束时完成。
将扳手扭矩值调整至最终拧紧扭矩的70%。 (使用液压扭矩扳手时为对应的压力值)
将螺栓拧紧至初始扭矩值。初次拧紧后的高强度螺栓应有标记。
5.5 螺栓的最终拧紧

将扭矩扳手调整至规定扭矩值(使用液压扭矩扳手时对应压力值),拧紧螺母至最终扭矩。
高强度螺栓终拧后应去掉初拧标记,并在螺母上打上终拧标记。
5.6 扭矩检查
在待检查的螺母、螺栓头部做好标记,然后将扭力扳手调整至平均检查扭矩。在螺母最终拧紧的状态下,继续以平均校核扭矩拧紧螺母。
检查结果评价标准:施加平均检查扭矩后,螺母继续旋转的角度应大于5°,对于10.9级螺栓,不应超过+12°。
如果检查时螺母超过+12°,则将扭矩扳手调整至最终扭矩,并继续拧紧至最终扭矩值。检查时若螺母小于5°,则应更换螺栓。将检验记录填写在《螺栓检验表》中。
5.7防腐保护:高强螺栓拧紧并检查验收后,接头处应及时用中性密封材料密封。整个接头,包括螺栓头、垫圈和螺母,应涂上与保护部件免受腐蚀相同的油漆。
对对接焊H型钢的全熔透焊缝进行100%超声波探伤,未发现焊接裂纹或三维缺陷(气孔、夹渣)。首次合格率95%以上,修复后合格率100%。整体几何尺寸也满足图纸设计要求。
连接节点的高强螺栓通过了首次验收,吊车梁和钢平台在试运行过程中稳定可靠。该项目顺利通过监理和业主验收,表明高强螺栓安装的焊接工艺和质量控制得当。





