


1、焊接原理
图1-1
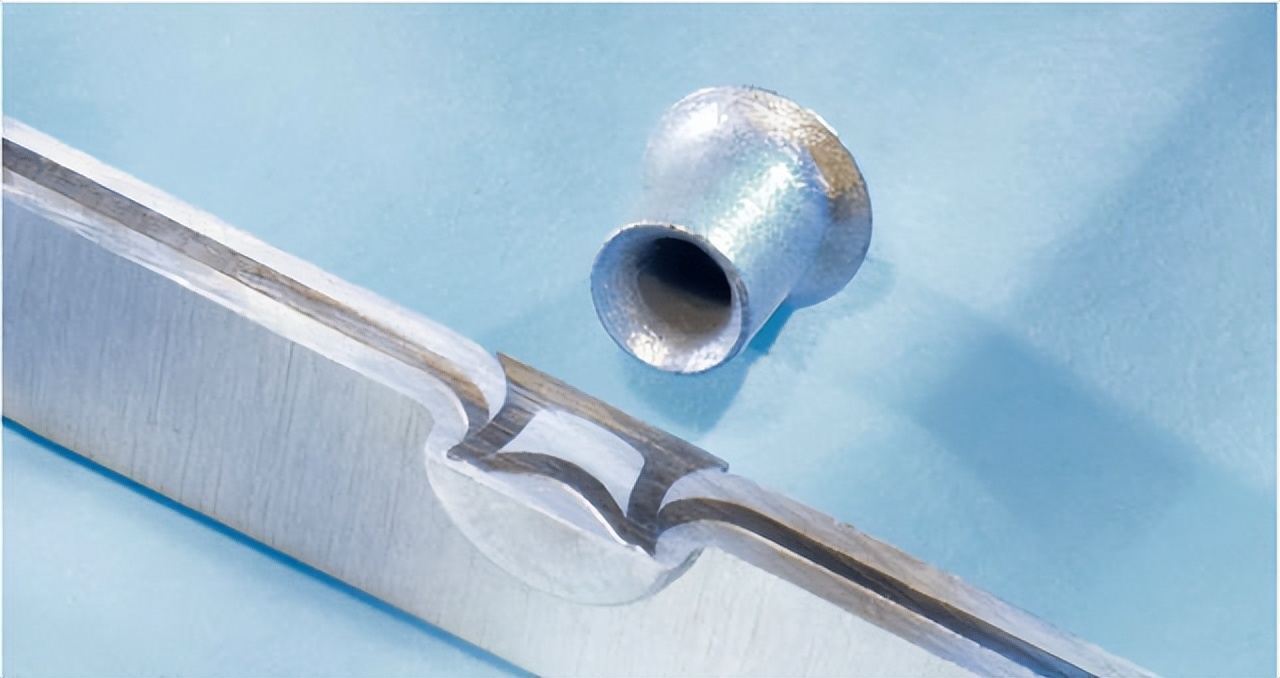
焊接是一种通过施加热量或压力或两者都使用或不使用填充材料将相邻工件连接在一起的方法。
焊接有着广泛的用途。钢、铸钢、铸铁等材料在一定条件下可进行焊接。还可以焊接铜合金、铝合金和镁合金、镍、锌、铅和热塑性塑料。有很多机械设备采用焊接代替铆接,也有很多焊接机械零件代替锻件、铸造件。此外,焊接还用于修复缺陷、裂纹和断裂,堆焊用于强化磨损部件。最后,与焊接技术密切相关的火焰切割也用于切断或去除某些结构。
在机械制造中,如果能采用焊接结构进行结构设计,一般在相同强度和刚度条件下,焊接件比铸造件轻,比铆接件轻,但焊接质量难以控制。 、焊接后产生的变形和残余应力也需要特殊的措施来控制。
图1-2
焊接结构适合单件、小批量、结构重量轻、交货期短。在某些情况下,焊接机器零件的重量是铸造零件的一半以上。特别是在单件生产中,用焊接代替铸造,可以大大节省零件成型成本,缩短交货周期。然而,在批量生产中,铸件的成本往往比较低。
根据焊接过程中受热程度和工艺特点的不同,焊接方法可分为熔焊、压焊和钎焊三大类。本章介绍了熔焊的几种常见焊接工艺。
2、熔焊的分类
熔焊将工件的焊接区域局部加热至熔融状态,形成熔池(通常添加填充金属)。冷却结晶后形成焊缝,待焊工件结合成不可分割的整体。常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。
图2-1 熔焊的分类
2.1.电弧焊
电弧焊是工业生产中应用最广泛的焊接方法。其原理是利用电弧放电(俗称电弧燃烧)产生的热量使电极与工件相互熔化,凝结后形成焊缝,从而获得牢固的接头。 。用电弧焊焊接低碳钢或低合金钢时,电弧中心部分温度可达6000~8000℃,两电极温度可达2400~2600℃。
电弧焊根据焊接方法和材料的不同可分为多种类型。
1)手工电弧焊
图2-2 手工电弧焊的基本原理
手工电弧焊又称焊剂涂敷电弧焊,是各种电弧焊方法中发展最早的,目前仍是应用最广泛的。它采用外涂层焊条作为电极和填充金属,电弧在焊条端部与被焊工件表面之间燃烧。涂层一方面能在电弧热作用下产生气体,保护电弧,另一方面能产生熔渣覆盖熔池表面,阻止熔融金属与周围气体的相互作用。
图2-3 手工电弧焊应用举例
特征:
一个。手工电弧焊灵活、机动性强、适用性广,可进行全位置焊接;
b.所用设备简单,耐用性好,维护成本低;
c.工人劳动强度高,焊接质量取决于操作人员的技术水平,质量不够稳定。
适用范围:
广泛适用于单件、小批量、零星及修补作业,适用于焊接3mm以上的碳钢、低合金钢、不锈钢及铜、铝等有色合金。
2)埋弧焊
图2-4 埋弧焊基本原理
埋弧焊也是一种以电弧为热源的焊接方法。埋弧焊时,电弧在一层粒状可熔焊剂下燃烧,电弧光不外露。埋弧焊有两种方法:自动埋弧焊和半自动埋弧焊。前者由专用机头自动完成送丝和圆弧运动,而后者则由机械完成送丝和手动完成圆弧运动。
图2-5 埋弧焊应用示例
特征:
一个。焊缝质量高,焊渣能有效隔离空气,起到良好的保护作用;
b.电弧区主要成分为CO2,焊缝金属中氮、氧含量大大降低,焊接参数自动调整,电弧行程机械化,熔池存在时间长,冶金反应充分,且抗风能力强,因此焊缝成分稳定,力学性能良好;
c.工作条件好,熔渣隔离电弧,有利于焊接作业;机械化行走,劳动强度低;
d.该设备具有良好的调节性能。由于电场强度高,自动调节系统灵敏度高,提高了焊接过程的稳定性;
e.生产效率高。由于焊丝导电长度缩短,电流和电流密度显着增大,大大提高了电弧的熔深能力和焊丝的熔敷率;并且由于熔剂和炉渣的隔热作用,综合热效率大大提高。焊接速度大大提高。
适用范围:
埋弧焊由于熔深大、生产率高、机械化程度高,适用于中厚板结构的长焊缝焊接。广泛应用于造船、锅炉压力容器、桥梁、超重机械、核电站结构、海洋结构物、兵器等制造部门。它是当今焊接生产中最常用的焊接方法之一。埋弧焊除了用于金属结构中的构件连接外,还可以用于在母材表面焊接耐磨或耐腐蚀的合金层。随着焊接冶金技术和焊接材料生产技术的发展,埋弧焊可焊接的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢等,以及某些有色金属,如镍基合金、钛合金、铜合金等。
由于埋弧焊具有上述特点,其应用也存在一定的局限性,主要表现在:
一个。焊接位置的限制。由于焊剂滞留钢结构中厚板焊接方法,如果不采取特殊措施,埋弧焊主要用于水平向下位置的焊接,不能用于水平、垂直或仰焊;
b.焊接材料的局限性:不能焊接铝、钛等高氧化性金属及其合金,主要用于焊接黑色金属;
c.只适合焊接和切割长焊缝,不能焊接空间有限的焊缝;
d.电弧不能直接观察到;
e.不适合薄板和小电流焊接。
2.2.气焊
图2-6 气焊基本原理
利用可燃气体与助燃气体混合燃烧产生的火焰作为热源,使焊件和焊接材料熔化,实现原子间结合的焊接方法。助燃气体主要是氧气,可燃气体主要采用乙炔、液化石油气等。
图2-7 气焊应用示例
特征:
一个。设备简单,操作灵活方便,无需电源;
b.气焊火焰温度较低,熔池易于控制,易于实现单面焊接和双面成型钢结构中厚板焊接方法,可焊接很薄的焊件;
c.焊接铸铁、铝及铝合金、铜及铜合金时焊缝质量好;
d.气焊热量分散,接头变形大,自动化难度大,生产率低,焊缝组织粗,性能差。
适用范围:
常用于低碳钢、低合金钢、不锈钢板材的对接和端接。至今仍用于铜、铝及其熔点较低的合金的焊接。也适用于需要预热和缓冷的工具钢和铸铁的焊接。 。
2.3.气体保护焊
利用惰性气体或活性气体保护焊接区域,防止氧化和其他杂质进入焊接区域,从而保护焊接质量的电弧焊工艺。
常见的气体保护焊有CO2气体保护焊和氩弧焊。
1)CO2气体保护焊
采用CO2气体作为保护气体的焊接方法称为CO2气体保护焊。
图2-8 CO2气体保护焊基本原理
特征:
一个。电流密度高,生产效率高;
b.焊接热影响区小,焊件不易变形;
c.焊缝中氢的质量分数低,接头具有良好的抗裂性能;
d.焊接成本较低。
图2-9
适用范围:
适用于焊接低碳钢、低合金钢、低合金高强度钢,但不适用于焊接有色金属和不锈钢。
2) 氩弧焊
图2-10 氩弧焊基本原理
采用惰性气体氩作为保护气体的焊接方法称为氩弧焊。
根据电极不同,TIG焊分为熔化极TIG焊和非熔化极TIG焊两种。
特征:
一个。焊件不易氧化;
b.操作方便,易于实现全位置自动化;
c.焊接热影响区小,焊件不易变形;
d.焊缝致密、成型美观;
e.焊接成本高。
适用范围:
主要用于焊接易氧化的有色金属和铝合金,如铝、镁、钛及其合金、耐热钢、不锈钢等。为防止保护气流损坏,可采用氩弧焊只能在室内进行。
2.4.电子束焊接
图2-11 电子束焊接的基本原理
电子束焊接是指利用加速聚焦的电子束轰击放置在真空中的焊接部件所产生的热能的焊接方法。
特征:
一个。焊缝金属纯度高;
b.焊缝表面质量好,内部熔合良好;
c.焊接热影响区小,焊件不易变形;
d.控制灵活、精度高、适应性强。
适用范围:
用于焊接从微型电子电路元件、真空舱、钼箔蜂窝结构、原子燃料元件到大型导弹壳体,以及异种金属、复合材料结构件等。由于设备复杂,成本较高。 ,以及使用和维护技术要求高,焊件尺寸有限等,其应用范围受到一定的限制。
2.5.等离子焊接
图2-12 等离子焊接的基本原理
等离子弧焊是指利用水冷喷嘴对电弧进行约束,以获得较高能量密度的等离子弧进行焊接的方法。
特征:
一个。焊件不易氧化;
b.操作方便,易于实现全位置自动化;
c.焊接热影响区小,焊件不易变形;
d.焊缝致密、成型美观;
e.电弧直线度和方向性好,可焊接薄壁结构;
f.弧柱温度高,焊接速度快,生产率高。
适用范围:
广泛应用于铜合金、合金钢、钨、钼、钴、钛等钛合金等金属的导弹外壳、波纹管、隔膜,微型电容器、电容器的外壳密封,以及飞机、航天装置上的一些薄壁零件容器的焊接。
2.6。电渣焊
图2-13 电渣焊基本原理
电渣焊是一种利用电流通过液态熔渣产生电阻热的焊接方法。
特征:
一个。厚大截面可一次焊接,生产效率高;
b.金属焊缝比较纯净;
c.接头组织粗大,焊后需正火处理;
适用范围:
用于制造碳钢、合金钢、大型重型结构如水轮机、液压机、轧机及其他全焊接或组合结构。常用于壁厚为35~400mm的结构。
2.7.激光焊接
图2-14 激光焊接的基本原理
激光焊接是指利用激光器产生的激光束通过聚焦系统聚焦到很小的焦点的焊接工艺。当焦点到达焊件的接头时,光能转化为热能,从而熔化金属形成接头。
特征:
一个。焊接热影响区极小,焊件不易变形;
b.焊件不易氧化,可在空气中焊接;
c.焊接设备与焊件无接触,可焊接难以触及的接头;
适用范围:
特别适合焊接微型精密、排列非常密集、热敏性焊件。除焊接薄壁搭接外,还可以焊接细金属丝以及导线与金属板之间的搭接,如集成电路的内外引线、仪表游丝的焊接等。
3、焊接生产特点
(1)节省金属材料,结构重量轻。
(2)以小做大,变大为小,制造重型、复杂的机械零件,简化铸造、锻造和切削加工,获得最佳的技术经济效果。
(3)焊接接头具有良好的力学性能和密封性能。
(4)可制造双金属结构,充分利用材料的性能。
应用:焊接技术广泛应用于机械制造、船舶工业、建筑工程、电力设备生产、航空航天工业等。
缺点:焊接技术还存在一些缺陷。例如焊接结构无法拆卸,给维修带来不便;焊接结构会产生焊接应力和变形;焊接接头的结构性能往往不均匀,会出现焊接缺陷。





